ESDEP WG 15A:
OFFSHORE STRUCTURES
To outline and explain the best methods for forming structural connections in offshore deck structures; to discuss the importance of a proper choice of connection type to achieve both the required strength and stiffness, and ease of fabrication.
Lectures 11.2: Welded Connections
Lectures 11.4: Analysis of Connections
Lectures 13: Tubular Structures
Lectures 15A: Structural Systems: Offshore
Lecture 2.4: Steel Grades and Qualities
Lecture 2.5: Selection of Steel Quality
Lectures 3.6: Inspection/Quality Assurance
Lecture 4A.5: Corrosion Protection in Offshore Structures and Sheet Piling
Lecture 11.5: Simple Connections for Buildings
Lecture 12.2: Advanced Introduction to Fatigue
Lectures 12.4: Fatigue Behaviour of Hollow Section Joints
Various forms of structural connections in steel offshore deck structures are discussed; these cover the connections between deck stringers and main beams, between main beams themselves, between main beams and deck legs, truss connections and connections between columns and beams. The importance of designing and dimensioning to minimise fabrication and maintenance is emphasised.
Large offshore deck structures have traditionally been built up using modular components, see Lectures 15A.10 and 15A.11; a module support frame is built on top of the deck legs of the jacket structure on which the various modules are installed. With the high lifting capacities currently available, the topsides of light to medium offshore structures can now be installed in one lift. This development has had a considerable influence on the fabrication and design of deck structures, and has resulted in heavier modules, constructed of larger and heavier members, with consequences for the connections.
Another aspect influencing fabrication, and thus the design, was the development of cleaner steels, with modified chemical compositions and good through-thickness properties. This so-called TTP steel (i.e. steel with through-thickness properties, see Lecture 2.4) has a low sulphur content to avoid lamellar tearing. Furthermore, if the carbon and carbon equivalent (CEV) is low, the preheat temperature of the steel can be lowered, resulting in easier welding (without preheating) which again influences the connection design.
The increase in lifting capacity, and the exploration for gas and oil in deeper water, have both resulted in larger structures, and have stimulated the use of higher strength steels, with yield strengths above 355 N/mm2.
The joints have to be designed to withstand the various loading conditions (see Lectures 15A.2 and 15A.3) experienced during fabrication, load-out, transport, installation and the in-place condition (operation and storm). In order to allow redistribution of stresses it is important that the joints are stronger than the connected members; if this is not the case the joints themselves must have sufficient deformation/rotation capacity.
The connection design should take account of all the aforementioned aspects and should be considered as an interactive procedure involving the choice of the structural layout, the fabrication sequence and the steel grades and qualities to be used. Other aspects such as inspection and corrosion protection requirements must also be considered.
Since the fabrication costs are mainly governed by the costs of welding, the connections should be simple, and where possible, avoid the use of stiffeners.
The type of connections used in offshore deck modules depends directly on the type of structure involved:
As discussed in more detail in Lectures 15A.10 and 15A.11, the structural system for a deck includes several of the following elements:
Depending on their function, loading, and availability of sections, these elements can be made of rolled I or H-sections, rolled circular or rectangular hollow sections, or welded sections; for the larger sizes, welded I or box plate girders, or welded tubular members are used.
These elements have to be connected together; since the modules are generally fabricated under controlled conditions at the fabrication yard, welded connections are common practice. The main connection types are discussed more in detail below. Although it is common practice in offshore design to use the API-RP2A [1] or the AISC rules [2], the basic joint behaviour is discussed in this lecture without reference to the safety factors to be used.
The deck floor structure can be designed as a floor plate with stringers, or as an orthotropic plate. The floor plate with stringers is the most common type as it gives design flexibility for later changes (local loads, deck penetrations, etc). Orthotropic plate structures, are generally used in helidecks, see Lectures 15A.10 and 15A.11.
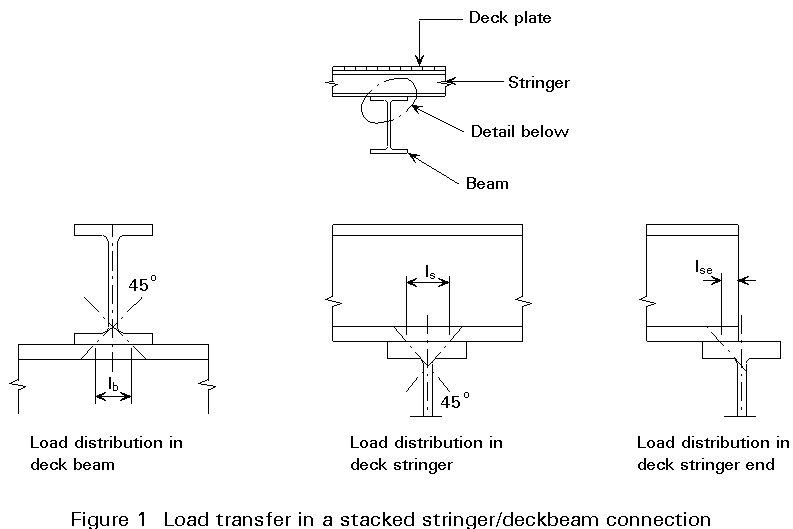
The use of stacked stringers, as shown in Figure 1, facilitates fabrication and is, therefore to be preferred to the use of continuous connections, as shown in Figure 2.
For ease of fabrication, stiffeners should be avoided if possible. This means that the vertical loads have to be transmitted by the webs, as shown in Figure 1, over a length ls for the stringer, and lb for the deck beam; web crippling failure is also possible and should be checked. These are a common details which are dealt with in Eurocode 3 [3] and other codes.
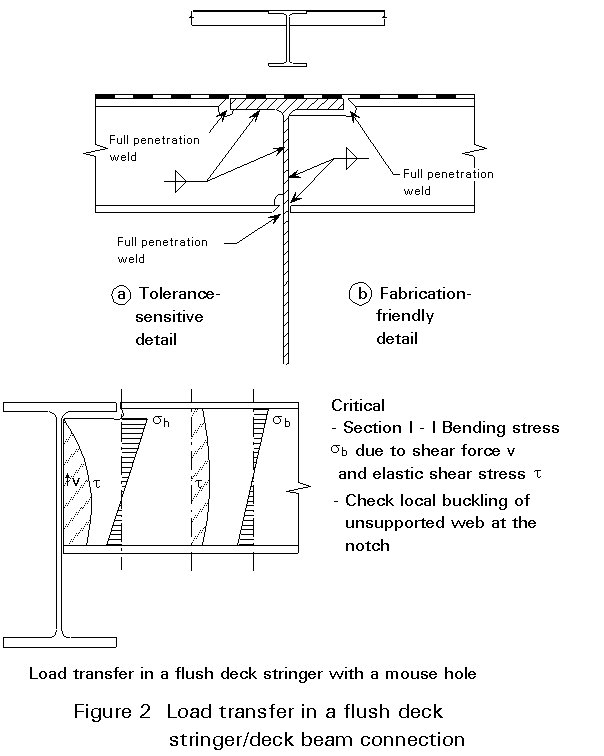
For the continuous connections, shown in Figure 2, the moment is assumed to be transferred by the flange connection and the shear by the web connection.
The type of full penetration weld at the top flange for continuous connections depends on the fabrication sequence and should be decided by the fabricator. The bottom flange and web can generally be connected by fillet welds. A full penetration weld of the flange, without a 'mouse hole', is preferred because of corrosion protection although this results in a small weld defect at the neck between flange and web. However, even under fatigue loading such a defect can be accepted [4] the same is also valid for static loading. Only in cases where very high strength steel (fy > 500N/mm2) is used and a high yield to ultimate stress ratio, e.g. fy/fu > 0,9 occurs should this detail be evaluated rigorously. Since all loading cases are not always checked, the welds have to be designed to have at least the same strength as the connected parts, i.e. as the flange or web.
It should be recognized that the shear stress distribution (Figure 2) for a detail with a 'mouse hole' is more severe than that without a 'mouse hole'. Special attention should be given to the unsupported upper side of the web in Figure 2b, as local buckling may be a problem, see Lecture 6.2 and [5].
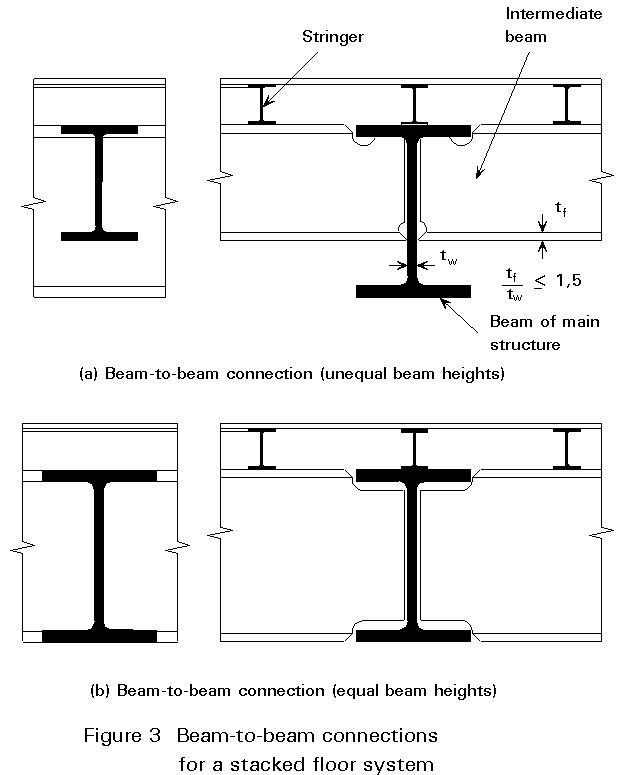
The connection between the deck beams is most convenient if these beams have the same height, as shown in Figure 3b. Here the flanges are connected with full penetration welds, and the web by fillet welds or a full penetration weld depending on the thickness. Tolerance control is necessary to avoid differences at the deck floor level, between stringers. The shear loads are generally too high to allow a single or double sided notch as shown in Figure 3b since this results in a higher shear stress, see Figure 2. In case of equal heights, no TTP requirements are necessary for the beams. For the connection of beams with unequal heights, however, as shown in Figure 3a, the web of the main beam should have a TTP quality due to the loads being transferred through the web thickness. Furthermore, to satisfy the requirements for avoidance of cold cracking, etc., either the flange thickness of the intermediate beam should be less than 1,5 times the web thickness of the main beam, or the material should have a low carbon content (see Lecture 2.5).
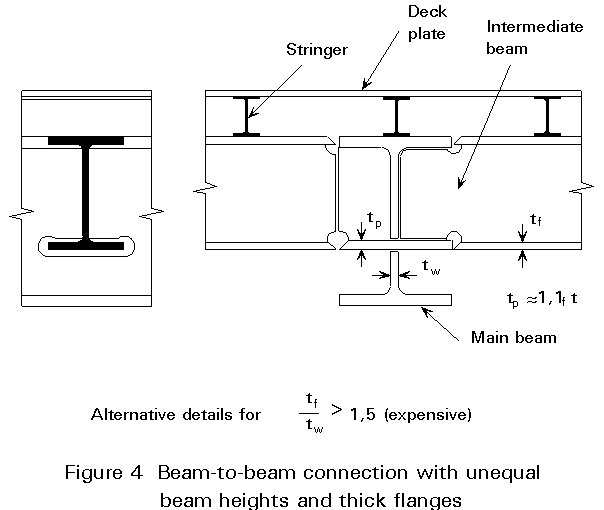
As an expensive alternative solution, a plate connecting the flanges can be slotted through the web, as shown in Figure 4. Haunched alternatives are given in Lectures 15A.10 and 15A.11.
All welds should be designed to have the strength of the connected parts.
As a consequence the connection is as strong as the member; only in case of large 'mouse holes' the shear stress and possible local buckling of the unsupported web part [5] have to be checked.
The main beams, either rolled H sections or plate girders, must be connected to the deck legs, which are normally fabricated tubular members. For a frame type structure, this connection should be rigid and capable of transmitting the yield moment resistance of the connected beams. These connections, or nodes, are generally prefabricated, consisting of a tubular "can" with surrounding "diamond" (diaphragm) plates for the connection with the beams, as shown in Figure 5. This type of connection requires special material specifications and special welding procedures.
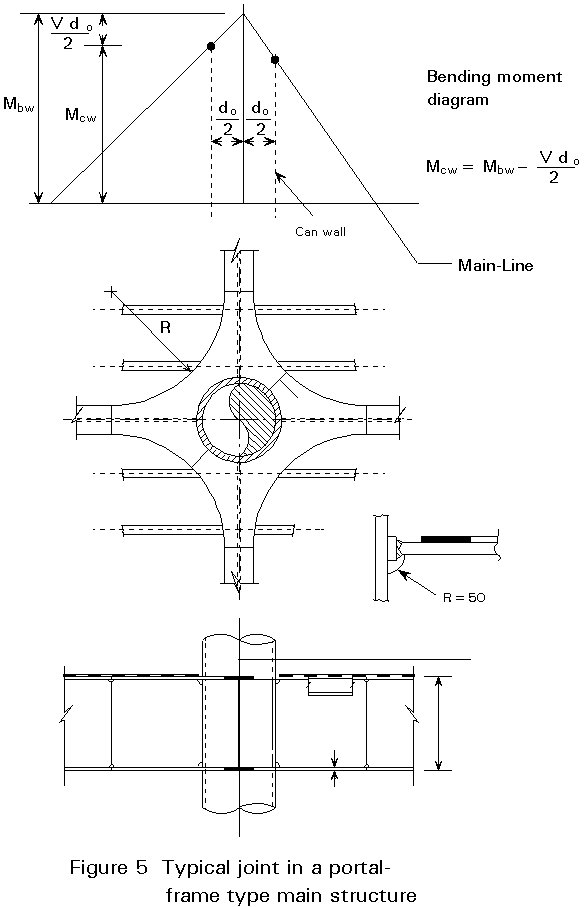
Stiffened Connections
The shear loads are transferred by the connection of the web plates to the tube walls. The moment is transmitted by the diamond plate in combination with an effective ring width of the tubular "can". The design resistance, for factored loading, is normally checked with the experimental Kamba formula, which is simplified by Kurobane [6] as follows:
NRd = ![]()
where:
NRd is the design resistance for the flange for factored loading
fy is the yield stress of deck leg "can"
b1 is the flange width of deck beam
do is the outer diameter of tube
to is the wall thickness of the deck leg "can"
ts is the thickness of ring plate
hs is the smallest width of the ring plate
bf¢ = ![]()
Validity ranges:
![]()
The axial force in the flange N, is derived from N = Mcw/(h1 - t1) (see Figure 5). This formula is based on the test results for a ring-stiffened joint with two opposite loads; more detailed research is currently being carried out [7]. In the case of multi-planar loading, for four loads acting in the same sense, the joint strength will be greater. However, if the two loads in one direction are tensile and the two in the direction perpendicular to that are compressive, the joint strength may be decreased. Reference [7] reports that this decrease was found to be a maximum of 30%. Furthermore, if the deck leg is loaded by axial compressive stress amounting to 60% of the yield value, the strength of the connection has to be reduced by 20%.
Non-Stiffened Connections
For truss type frames, the beam to deck leg connection has to transfer mainly axial loading and an unstiffened connection, as shown in Figure 6, could be used; this is, however, not yet common practice. If sufficient deformation capacity exists, the secondary bending moments can be neglected for static loading. If fatigue loading has to be checked, however, care should be taken with these secondary bending moments, because the stress concentration factors at the flange to tubular connection are rather high. For practical cases these stress concentration factors can be in the order of 10 for ![]() , see [8].
, see [8].
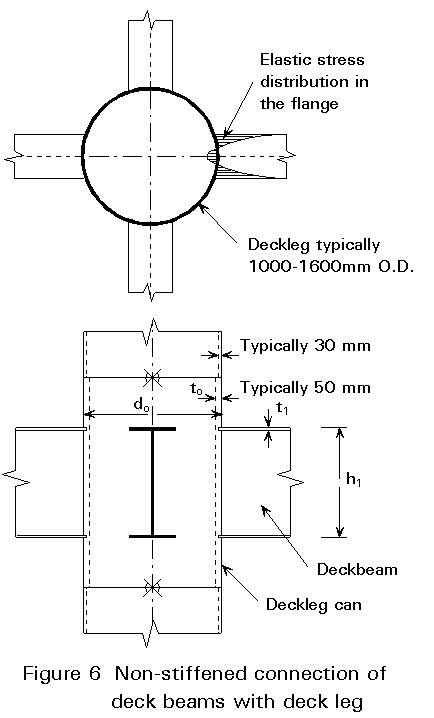
The static design resistance for factored load of the unstiffened connection is determined by the strength of the flange to tube connection, which can be based on Togo's ring model, see Lecture 13.2. The design resistance for flange loads in one direction (X-joint loading) is given by Eurocode 3 [3] and [9].
NRd = ![]()
where:
NRd is the design strength for the flange for factored loading
fyo is the yield stress of joint "can"
to is the wall thickness of joint "can"
b
is the flange width b1 to "can" diameter do ratiokp is the influence function for additional stress in the chord.
Validity ranges:
0,4 £ b £ 1,0
![]()
For bending moments in-plane, the axial force N is derived from N = Mcw/(h1 -t1) as shown in Figure 5.
For an axial loading the flange connections can interact such that the connection strength (I to tubular) is not twice the strength of one flange connection but:
NRd . ![]()
Consequently the beam to deck leg connection has to be checked for:
NSd £ NRd ![]()
Mipsd £ NR.d (h1 - t1)
Currently, for multi-planar loading with loads and moments acting in the opposite sense, the same 30% reduction in joint strength as before is recommended, although initial investigations indicate that this may be conservative [10]. No reduction has to be applied if the loads are acting in the same sense.
Columns between decks are necessary where external surfaces of the modules are clad, or where cantilevers or laydown areas are provided. The connection with the deck beams can be flexible in the longitudinal direction if these columns have only to withstand lateral loading. If, however, they are used to transfer loadings from cantilevers to both decks, the connections should have the same strength as the column or they should have sufficient deformation capacity.
Figure 7 shows a possible full strength detail for columns connected to a plate girder, with possible connecting side beams and an extended cantilever. Here the web of the plate girder is ended before the flange to allow a tubular section to be welded between the flanges. I-beam sections, even with different depths, can be easily welded to this tubular section, and the columns can be welded to the flanges.
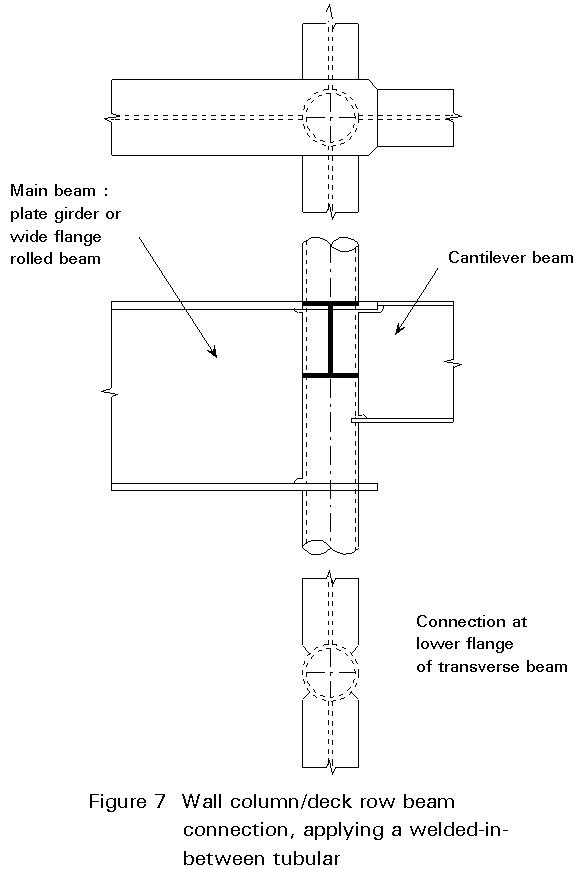
The "joint can" should have about the same diameter and thickness as the column. In Figure 7 longitudinal beams and a cantilever beam are also connected to this can. The bending moment resistance is here determined by the connection of the bottom flange to the tubular can, similarly as discussed in Section 5.
Since the chords of the trusses are part of the deck floors, they are almost always made from an I or H-section; in exceptional cases, welded box sections are used. The diagonals are tubular, rectangular hollow sections, or H sections; all have their advantages and disadvantages with regard to material costs, maintenance and fabrication. Where these diagonals are connected to an I section chord, the chord should be stiffened to obtain a full strength connection; it should be kept in mind that intermediate beams may have to be connected to the chord at this location. The connection should be designed in such a way that fabrication and inspection will be easily possible.
Figure 8 shows some connection details for lightly loaded trusses.
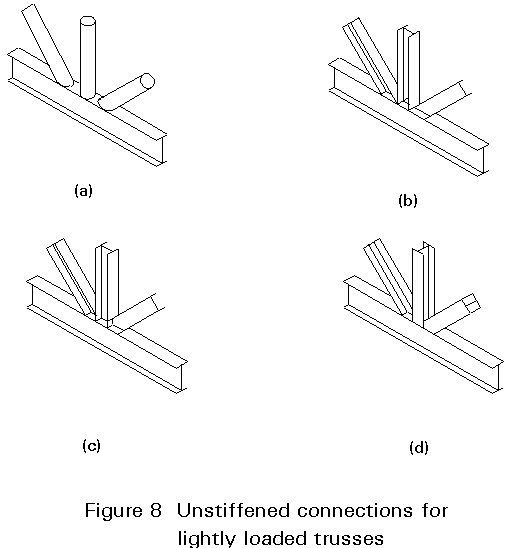
These connections generally do not develop a strength equal to or larger than the yield strength of the diagonals. Consequently the connection should have sufficient deformation capacity. However experimental evidence is only available for the connection according to Figure 8a.
From a fabrication point of view, the connections with a gap between the braces are preferred. However the connections with overlapped braces as shown in Figures 8c and 8d are stronger.
The connection strength may be governed by various criteria, depending on the geometry, i.e:
a. chord web strength
b. chord web crippling under a compression brace
c. chord web shear between the diagonals of a gap joint
d. chord web buckling
e. brace (diagonal) effective width
f. brace shear failure at the flange connection
g. weld failure (to be avoided by full strength welds)
h. lamellar tearing (to be avoided by TTP material for the flange).
For connections according to Figure 8a, Eurocode 3 [3] provides design strength formulae which can be used in a modified way for the connections of Figure 8b to 8d.
Within the scope of this lecture it is not possible to deal with all connections in detail, however one example is given for a connection between tubular braces and an I-section chord as shown in Figure 9.
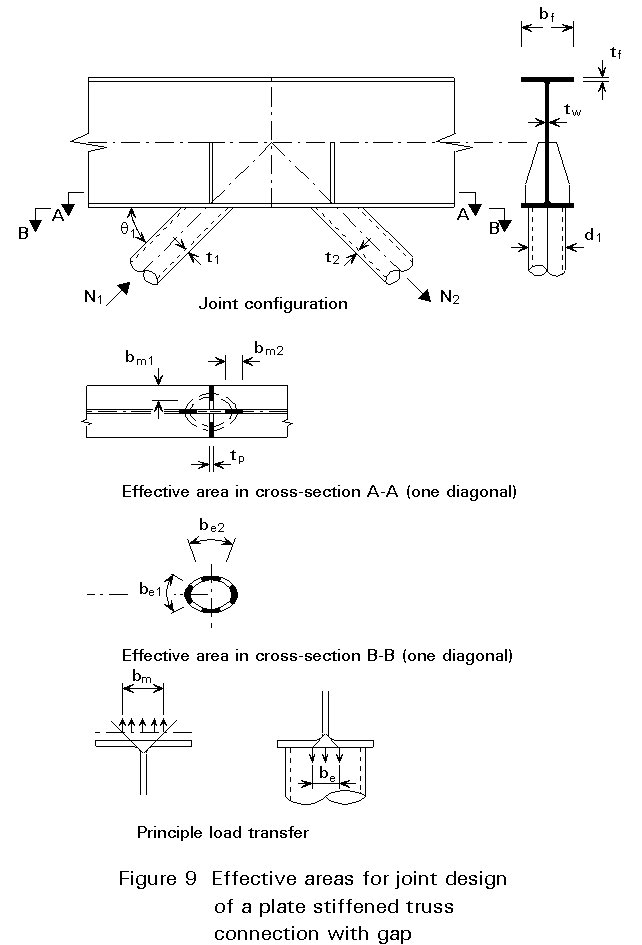
The strength of the connection for axial loads at the chord intersection (cross-section A) is governed by the effective width area:
Aeff.c = 2 (bm1 tp + bm2 tw)
For the brace intersection the effective width is given by:
Aeff.b = 2 (be1 + be2) tp
The strength of the connection is thus given by:
N2sin q2 = Aeff.c fyo
and
N2sin q2 = Aeff.b fyo
The effective widths bm1, bm2, be1 and be2 are given in Eurocode 3 (6.6.8 and Appendix K, Table K.8.2).
As an additional check the chord cross-section between the braces has to be checked for shear and shear in combination with axial loading and bending moments, see Table K.8.2 of Eurocode 3.
The chord and braces have furthermore to satisfy the limits for d/t and h/t to avoid local buckling.
Weld failure and lamellar tearing should always be avoided by choosing full strength welds and proper selection of the steel grade and quality.
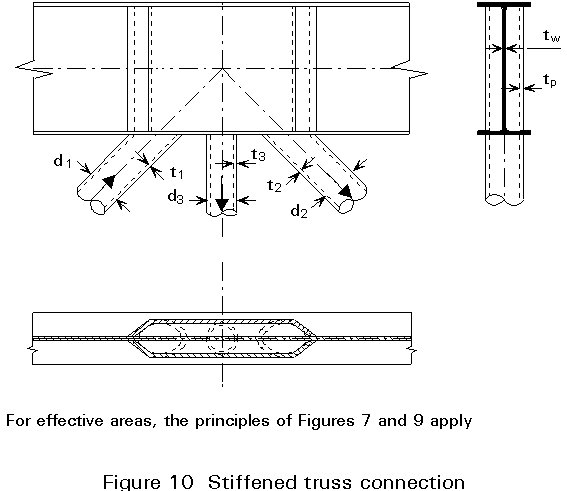
In these cases where the joint strength is lower than the brace member strength, sufficient rotation capacity should be available if the bending moments are neglected. Since it is difficult to show that sufficient deformation capacity exists due to a lack of research evidence, either the bending moments have to be incorporated in the strength assessment or the joint is stiffened to such an extent that the joint strength is larger than the brace member strength, e.g. as shown in Figure 10.
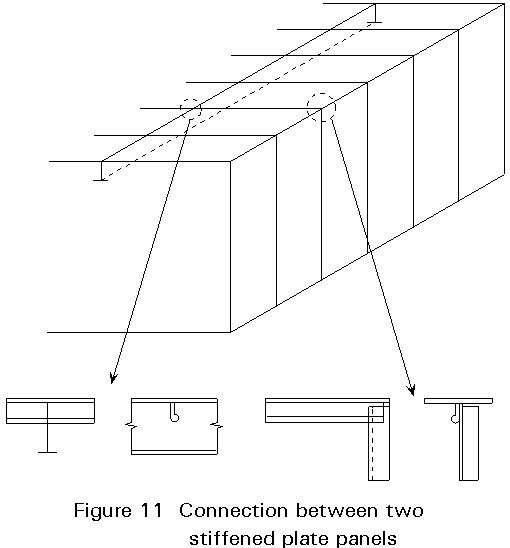
The previous sections dealt with the most common types of connection; however, depending on the platform layout, other types of connections may be necessary. Figure 11, for example, shows the connection between two panels of stiffened plates. Here both panels are made by (semi) automatic welding processes. Allowance is made for welding tolerances by welding the ends of the stringers after the fitting together of the panels. This procedure can be used for modules which are designed using the stressed skin method.
Special provisions are necessary for lifting the modules; padeyes or trunnions, for example, can be provided for this purpose, as shown in Figure 12; nowadays these devices are sometimes made of cast steel. It is important that these lifting devices are designed in such a way that they can be connected to the deck structure at a later stage when the precise location of the centre of gravity of the module, and the lifting method, are known.
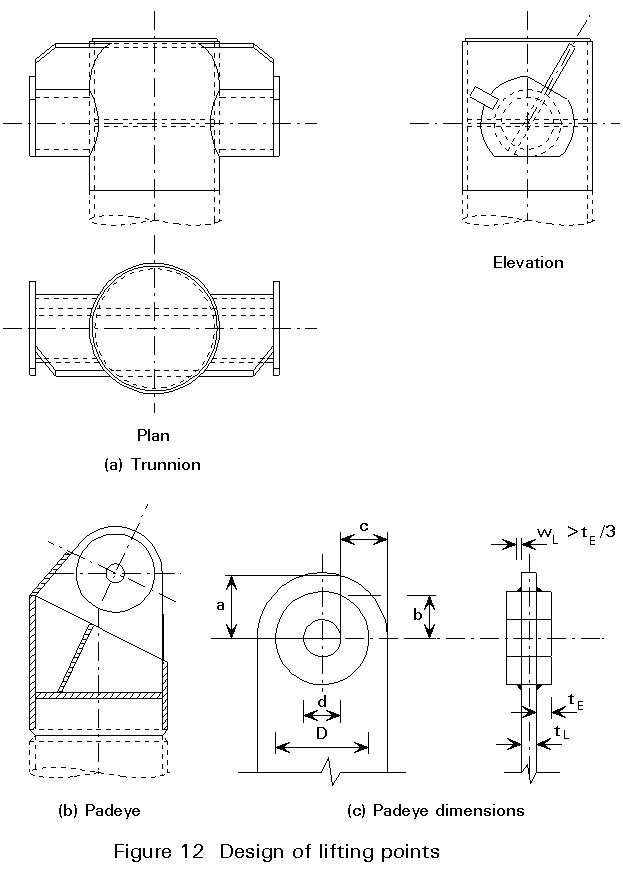
Strength of padeyes is often assessed by means of "Lloyds" formulae, which are presented in the SWL (safe working load) format.
The SWL is the least of the following values of Ni:
N1 = 0,60 (a tL + 2 b tE) fy
N2 = 1,08 (c tL + (D - d) tE) fy
N3 = 0,87 d (tL + 2 tE) fy
where the following limitations apply:
then put tL + 2 tE = d in the above formulae.
Tubular connections are not dealt with in this lecture since these are discussed in more detail in Lectures 13.2 and 13.3.
For offshore deck structures, built up from stiffened plate panels, reference should be made to Lectures 8.3 and 8.4.
For living quarters and helicopter decks, use can be made of the information in the previous sections.
[1] API-RP2A "Recommended Practice for Planning, Designing and Constructing Fixed Offshore Platforms". American Petroleum Institute, 18th Edition, 1989
[2] AISC "Specification for the Design, Fabrication and Erection of Structural Steel for Buildings". American Institute of Steel Construction, Chicago, 1980
[3] Eurocode 3: "Design of Steel Structures": ENV 1993-1-1: Part 1.1, General Rules and Rules for Buildings, CEN, 1992.
[4] Dijkstra, O.D., Wardenier, J. "The Fatigue Behaviour of Welded Splices with and without Mouseholes in IPE 400 and HEM 320 beams". Paper 14 Int. Conference Weld Failures, November 1988, London
[5] Lindner, F. and Gietzeit, R. "Zur Tragfähigkeit ausgeklinkter Träger" Stahlbauwz. 1985.
[6] Kurobane, Y. "New Developments and Practices in Tubular Joint Design". IIW doc. XV-488-81/XIII-1004-81, International Institute of Welding, 1981
[7] Rink, H.D., Wardenier, J. and Winkel, G.D. de "Numerical Investigation into the Static Strength of Stiffened I-Beam to Column Connections". Proceedings International Symposium on Tubular Structures, Delft, June 1991. Delft University Press.
[8] Hertogs, A.A., Puthli, R.S. and Wardenier, J. "Stress Concentration Factors in Plate to Tube Connections". Proceedings ASME/OMAE Conference, March 1989, Vol. II, pp. 719-727
[9] Wardenier, J. "Hollow Section Joints". Delft University Press, Delft, 1982
[10] Broek, T.J. van der, Puthli, R.S. and Wardenier, J. "The Influence of Multiplanar Loading on the Strength and Stiffness of Plate to Tubular Column Connections". Proceedings International Conference "Welded Structures 90", London, UK, November 1990
[11] DNV "Rules for the Design, Construction and Inspection of Fixed offshore Structures" 1977 (with corrections 1982)
[12] Lloyd's Register "Rules and Regulations for the Classification of Fixed Offshore Installation". London, July 1988
[13] IIW-XV-E "Design Recommendations for Hollow Section Joints - Predominantly Statically Loaded - 2nd edition". 1989, IIW doc XV-701-89
[14] UEG "Design of Tubular Joints for Offshore Structures". UEG, London, 1985 (3 volumes)
[15] Voss, R.P. "Lasteinleitung in geschweisste Vollwandträger aus Stahl im Hinblick auf die Bemessung von Lagersteifen". Ph.D-Thesis, TU Berlin D83, 1983
[16] Guy, H.D. "Structural Hollow Sections for Topside Constructions". Steel Construction Today, 1990, 4