
ESDEP WG 3
FABRICATION AND ERECTION
This lecture can be considered as a supplement to the introductory Lecture 3.1.1. It deals with the overall management of fabrication in the workshop in relation to the cost of fabricated steelwork. It also gives a few examples of how to avoid complications during fabrication.
Essential:
Lecture 3.1.1: General Fabrication of Steel Structures I
The following lectures might be helpful:
Lecture 2.1: Characteristics of Iron-Carbon Alloys
Lecture 2.2: Manufacturing and Forming Processes
Lectures 2.3: Engineering Properties of Metals
Lecture 2.4: Steel Grades and Qualities
Lecture 2.5: Selection of Steel Quality
Lecture 3.3: Principles of Welding
Lecture 3.4: Welding Processes
Lecture 3.5: Fabrication/Erection of Buildings
Lecture 15A.8: Offshore: Fabrication
Lecture 15B.12: Introduction to Bridge Construction
This lecture deals with the cost build-up for fabricated steelwork delivered to site. It discusses costs under the headings of materials, fabrication, protective treatment, delivery and commercial factors. It gives examples of how detailing can be improved to minimise costs.
This lecture is a continuation of Lecture 3.1.1 and concentrates more on the costs associated with material handling and fabrication equipment; it gives several suggestions of ways to improve designs to facilitate more economic fabrication.
Modern programs for the calculation of costs determine the costs of steel structures in relation to their component parts. For every part, the cost of material, handling, preparation, welding, bolting, etc. is calculated.
The price of the steelwork, however, is often quoted in cost per tonne for material supply, fabrication, protection treatment and delivery to site. For simple fabrication the material cost is often equal to the total cost of preparing drawings, fabrication, treatment and delivery. For complex structures the cost of fabrication alone can be much more than the material value.
Typical types of steel structures, in ascending order of cost per tonne, are as follows:
The cost build-up of "middle of the range" fabrications could be as follows:
Each item, with the exception of the drawing office input which was discussed in the previous lecture, is examined in the following sections.
Steel supplies can be purchased directly from the steel mill or from stockholders. Generally the larger quantities, delivery time permitting, should be obtained from the mills, since their prices can be 10 - 15% lower than the stockholder's. However, for small quantities, (say less than 10 tonnes) it might be more attractive to purchase from stockholders.
When preparing fabrication schedules, the cyclic production plan of the steel mill must be considered since certain sections are produced more rarely than those in common use.
The fabricator will aim at minimum waste when ordering steel. He will usually allow, say, an extra 2,5% to account for waste which he will eventually sell as scrap.
The steel mills base their price per tonne on quantities of 20 tonnes or more of mild steel, and lengths up to 15 metres, cut to a tolerance of 50 millimetres.
Extra costs per tonne are incurred for small quantities of sections, and for higher grade steels with tighter specifications.
Plates are ordered to the required thickness and in a range of widths and lengths, with sufficient cutting and machining margins, minimizing waste as much as possible.
Circular hollow sections (CHS) and rectangular hollow sections (RHS) can be purchased at a standard price per tonne. Extras are charged for small quantities, higher specifications, and for a smaller length tolerance.
The cost of steel also depends on the certification required. Additional requirements with regard to chemical composition, mechanical and toughness properties, e.g. Through-Thickness-Properties (Z grade), result in extra cost.
Bearing these points in mind, the fabricator will make an analysis of all the material required for the project to ensure minimal extras for small quantities. For the same reason the experienced Engineer should avoid the use of too many different sizes in his design.
Material costs must also include such stock items as bolts, welding consumables, etc.
Fabrication will depend on the facilities and equipment available in the works. Working under a roof will boost productivity because of independence from the weather. The larger fabricator will install efficient, numerically controlled, production lines (which require no marking of the steel) for burning, sawing, cropping, drilling, punching and welding. These machines can be very efficient when run at high utilization rates. Smaller fabricators may still make templates or mark the steel directly before cutting or drilling.
Powered roller conveyors are now extensively in use in modern plants; the final weight of the pre-assemblies is usually limited by the capacity of the overhead cranes or by the load capacity of the available multiwheel-rollers. In the latter case the yard floor must have sufficient bearing capacity.
Some fabricators have facilities for automatic blast cleaning and paint spraying.
Preheating (Slide 23) or post-weld heat treatment (Slide 24) is sometimes necessary, for example when using thick material, but can often be avoided by appropriate specification of the steel quality and welding procedures.
Slide 23

Slide 24
Protection costs will vary depending on the chosen protection system; for example, the following systems are listed in order of increasing cost:
Though it may add considerably to the transport costs, it is very important to handle the material with great care after painting.
Extra costs are also incurred by having to provide areas which are to be left unpainted, such as the bare steel surfaces required for high strength friction grip bolted (HSFG) connections or for site welding.
It is generally more expensive to transport pre-assemblies than to transport individual parts of the structure. Extra costs may be incurred if weights or dimensions exceed those accommodated by standard vehicles. The rules differ in each country. Slides 25 and 26 show the present UK Ministry of Transport Rules.

Slide 25

Slide 26
The shipping costs of steelwork sent to overseas destinations can sometimes be more than 10% of the total production costs. Shipping costs are based either on weight or volume of the structure. It is advisable to consider these rates at an early stage. It is not uncommon for a structure to have a "shipping weight" (Slide 27) which is five times the actual weight. To reduce such costs it is desirable to do as much assembly as possible on site.
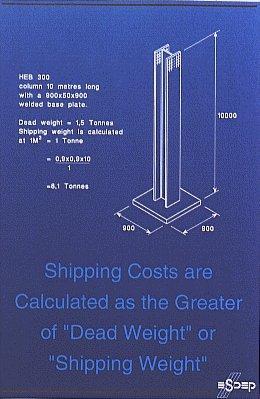
Slide 27
Fabrication costs must allow for commercial factors including costs for insurance, risk and profit; they may also include cashflow, interest charges, bank guarantee charges and retention costs.
In many contracts the client will make the payment in stages; depending on the contract conditions payment may be made after receipt of the steel, after completion of drawings, during fabrication, after delivery to site, or after erection, thereby helping to finance the work. However, the fabricator must make provision for the cost of interest on his payments and on the cost of retention, which can be held by the client for one or two years.
The cost-conscious fabricator will always assess the quality of the design under the following headings:
a. Fabrication,
b. Transport,
c. Erection,
d. Inspection,
e. Maintenance,
f. General costs.
a. The plate in the HE-section shown in Slide 28 cannot be welded with double fillet welds. A single fillet weld, or a partial or full penetration weld, welded from one side, should be used.
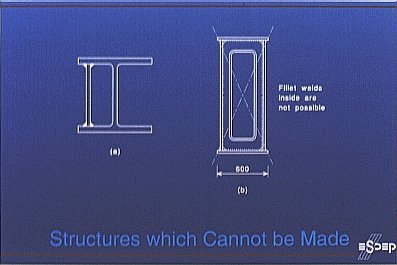
Slide 28
The dimensions shown in Slide 28b are too small for proper inside welding. A single fillet, partial or full penetration weld should be used and another solution for the transverse stiffening panel should be considered.
Accessibility for welding is very important, (Slide 29). Overlapped joints in trusses of tubular members (Slide 30) are less flexible when adjustment for dimensional tolerances is required. If welding of the hidden locations between braces and chords is required, the verticals cannot be positioned unless they are made in two pieces, each requiring additional cutting, welding and inspection.
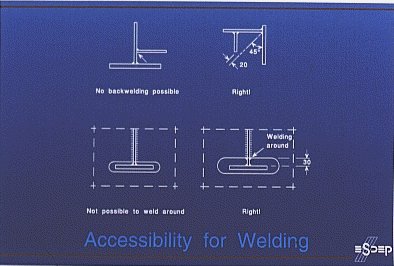
Slide 29
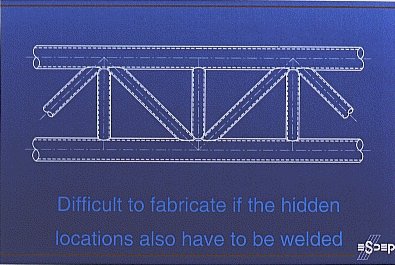
Slide 30
These complications will not occur if gap joints are used. An eccentric diagonal can be used in this case, if eccentricity would otherwise exceed that allowable.
b. The dimensions of pre-assemblies are limited by:
× the width and height of bridges and viaducts, and the weight restrictions and traffic requirements in the case of road transport.
× the capacity of barges (load and stability), water depths, height and width of bridges, capacity of locks, etc in the case of transport over water.
× the load capacity of the yard and of the harbour, the tide during the loadout period, etc. in the case of loadout from fabrication shop or site. by transport barge.
In general the loadings on the structure, resulting from the particular transport system, must be considered, e.g. inertia forces, supports, stability of the integrated system, etc.,
c. The erection and installation methods must be checked with regard to the availability of the site and the heavy lifting equipment required, such as mobile cranes, shearlegs, floating cranes, etc.
It is important to consider the nett capacities, taking into account the lifting radius, the lifting height and the total weight of the lifting equipment including shackles and slings.
d. The inspection of the hidden welds of joints, such as those shown in Slide 8, presents a serious difficulty. This is another reason for considering an alternative solution, as mentioned in (a) above.

Slide 8
e. Crevices, sharp corners and details permitting ingress of water and dust should be avoided from a maintenance point of view. The structural design should allow for blasting, painting or other protective treatments.
f. Avoiding stiffeners in deck beams, as shown in Slide 31, will cut costs considerably.
Slide 31
In many specifications, the inspection method is related to the type of weld without considering its structural importance. A full penetration weld, requiring a rigorous inspection, can in many cases be replaced by a more economic fillet weld.
The choice of plate thickness can have considerable impact on the requirements for steel quality, preheating temperatures, welding electrodes and the inspections required.