ESDEP WG 9
THIN-WALLED CONSTRUCTION
To present the range of available cold-formed, light gauge products and to illustrate their range of application.
Lecture 4A.1: General Corrosion
Lecture 5.1: Introduction to Computer Aided Design and Manufacture
Lecture 9.1: Thin-Walled Members and Sheeting
Lecture 9.2: Design Procedures for Columns
Lecture 9.3: Design Procedures for Beams
Lecture 9.4: Design Procedures for Sheeting
Lecture 9.5: Stressed Skin Design
Lecture 9.6: Connections in Thin-Walled Construction
The range of cold-formed products currently available is described and the particular features offered by products produced in this way are explained. Current uses of such products, often acting to provide several functions, are discussed.
The general trend in recent years towards lighter and more economic forms of steel construction has led to increases in the use of cold-formed, light-gauge elements. These elements may be either members or flat products.
Members such as purlins, sheeting rails and main framing components may be used in place of heavier and more costly hot-rolled products or substituted for alternative materials such as timber. Flat products such as wall cladding, roof sheeting and floor decking are often used most effectively by combining them with other materials.
The main advantages in using cold-formed products are:
i. A very wide range of components are available through the flexibility provided by the forming process.
ii. Good corrosion resistance through the use of previously coated material.
iii. Good quality surface finish, available in a variety of different types.
iv. Ability to provide high levels of thermal and acoustic insulation when used in conjunction with suitable insulating materials.
v. Availability of relatively simple fastening methods, several of which may be used on site.
vi. High ratios of load-bearing resistance to structural weight.
vii. Permits the use of considerable off-site prefabrication.
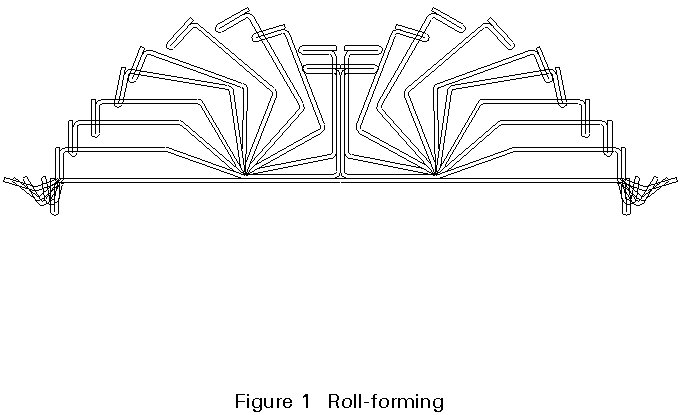
Cold-formed products are usually produced from the original coils of thin sheet material by either:
Whilst the first of these methods is suitable for large volume production, e.g. sheeting for cladding, the second is more appropriate for low volume production of items that need to be tailored for specific applications, e.g. flashings used to seal the joins between components.
Profiled sheeting is available in a wide range of geometries and may be adapted for several different uses.
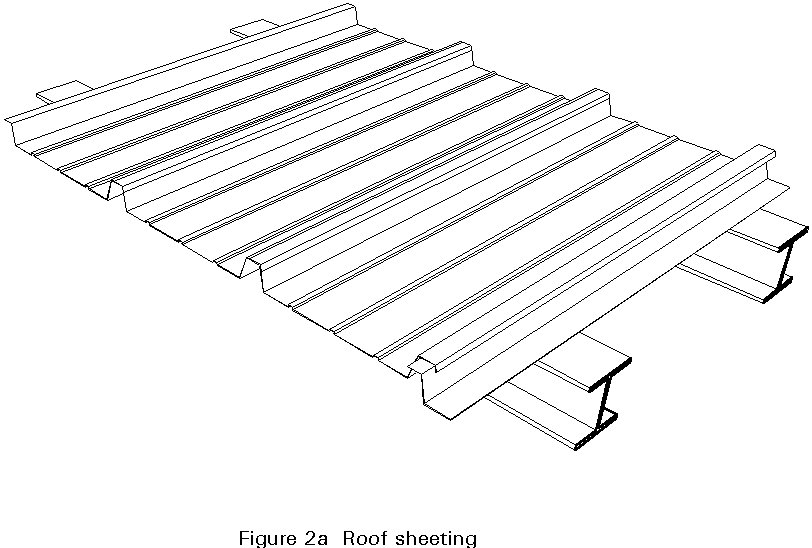
In single or double skin roof sheeting, Figure 2, the steel sheet is normally used as the external profile. Its main function is to ensure the security of the roofing. The main function of the internal sheet in a double skin roof is to support the insulation, although by incorporating suitable perforations it may assist in improving the acoustic properties of the building. Double skins may use the same profile for both sheets - in which case the roofing is generally called "parallel texture", or it can use a different profile internally, thereby replacing the purlins. In this latter case the arrangement is termed "crossed texture".
For flat roofs, Figure 2b, the steel profile has, in addition to supporting its own dead weight, the function of carrying the insulation and the maintenance and climatic (snow and wind) loads.
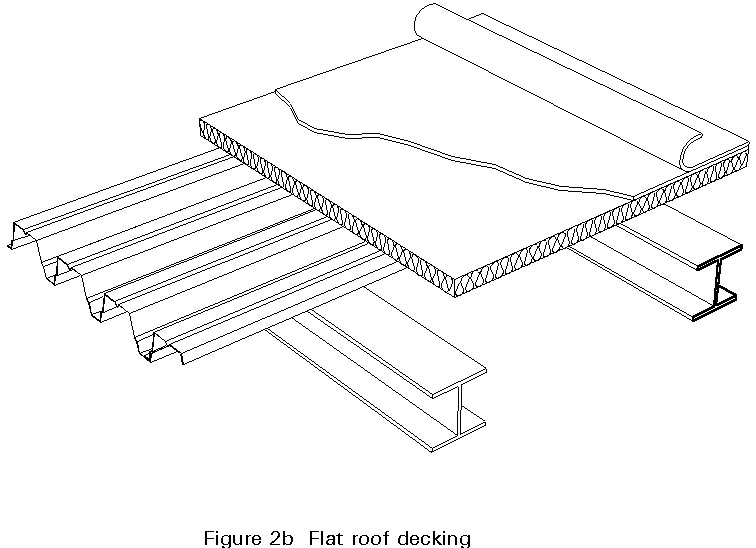
In such arrangements it is important to ensure that the insulation can safely span the troughs between adjacent upper flanges of the corrugations.
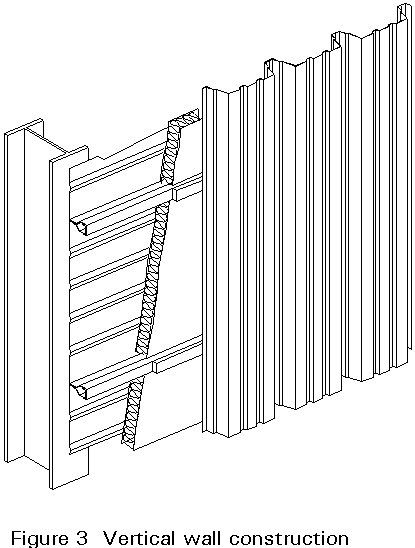
For vertical walls, the outer skin of either a single or double wall-cladding, Figure 3, has to ensure air tightness and water tightness of the vertical walls, whilst at the same time providing an attractive visual aspect to the building. The internal skin is then effectively a structural tray or cassette, spanning horizontally between columns that provides a flat internal wall and supports the insulation.
Trapezoidal sheeting may also be used for flooring, e.g. in pre-fabricated houses.
Sheeting may also be used as permanent shuttering to concrete, in which case it may be designed merely to support the weight of the wet concrete and any construction loading. A more efficient arrangement is, however, to use the steel sheeting in the final condition also to produce composite action in the floor as shown in Figure 4.
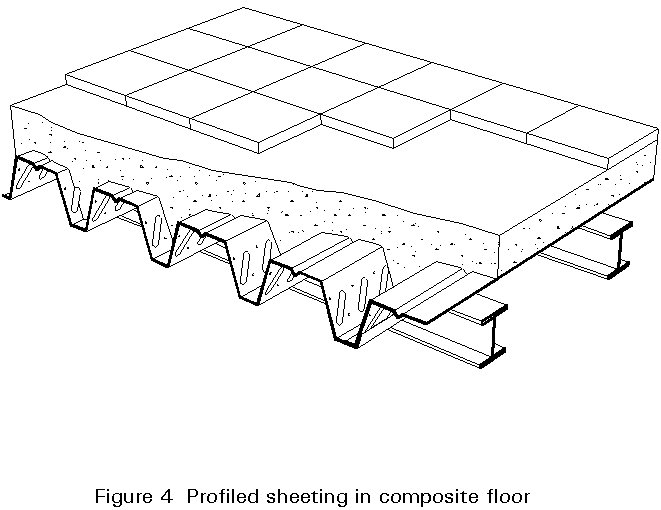
Because precoated sheeting is used for these flooring arrangements, the lower face may be used to provide a sufficiently visually attractive ceiling in some cases.
Since many steel cladding and roofing profiles are also available in equivalent geometrical shapes manufactured from translucent material, it is normally quite straightforward to create areas of natural lighting in buildings using this arrangement.
In order to properly fix cladding and roofing panels it is necessary to employ a range of smaller components at the various junctions. These products are termed flashings and will frequently need to be provided in a range of shapes and sizes. The products may sometimes also fulfil additional functions, e.g. to act as gutters. The folding operation is ideally suited to the production of this multiplicity of different items.
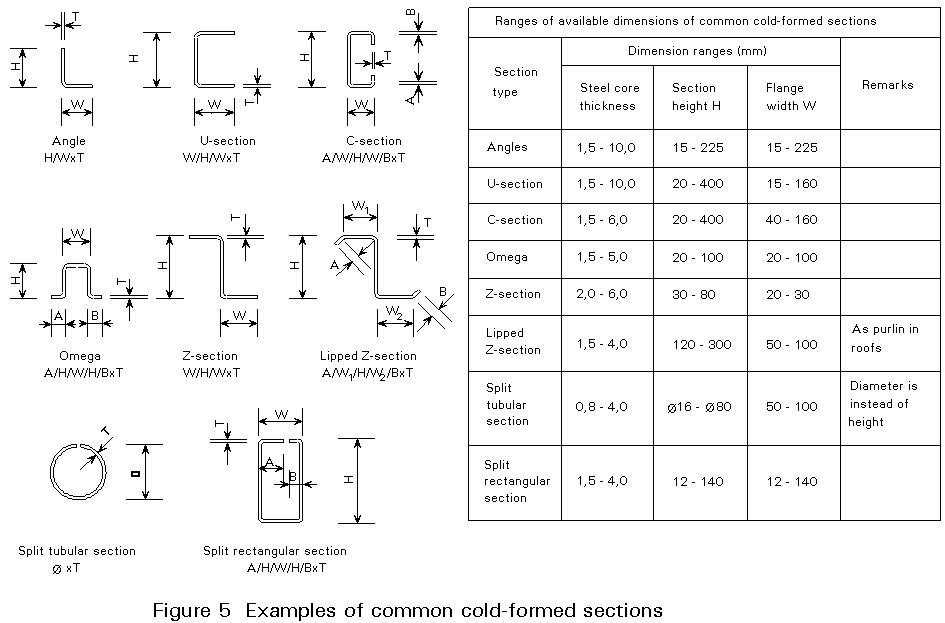
Cold-formed members are available in a very wide range of shapes and sizes. Since they are normally formed from a single sheet, the cross-section should be such as not to require additional jointing, e.g. an I-section can only be formed by joining two channels back to back at the web. Figure 5 provides some idea of the range of products currently available.
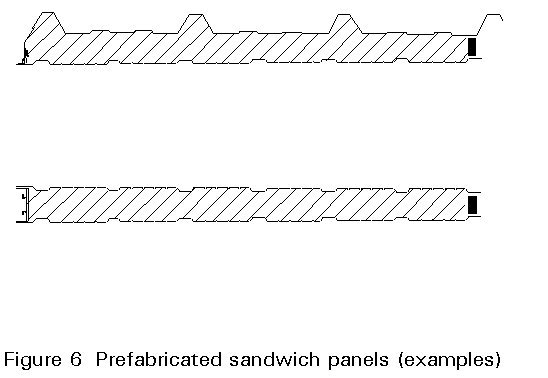
In recent years the use of prefabricated sandwich panels, (Figure 6) formed from two metal sheets with a foam core, has increased considerably. Such an arrangement, which may be installed very rapidly, is particularly suitable as a means of providing thermal insulation at the same time as the basic weather shield. It consists of two metal faces bonded to an internal layer of rigid foam. Such panels may be installed very quickly thus saving time on site.
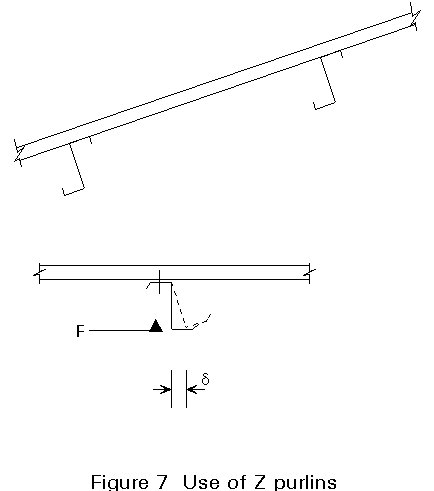
It is commonplace to use the opportunity offered by the flexibility inherent in the forming processes to arrange for cold-formed products to act in conjunction with other components. One of the most common examples is the use of Z purlins, Figure 7, acting in association with roof sheeting to provide horizontal diaphragm action which helps to stabilise the building. In addition the sheeting acts to provide torsional restraint that improves the load-carrying resistance of the purlins themselves. The concept of deliberately relying on diaphragm action of sheeting has led to the concept of "stressed skin action" in buildings in which a significant contribution is made by the cladding. Such an arrangement can substantially reduce the need for bracings.
In the construction of multi-storey steel framed buildings, the use of composite metal deck flooring has increased significantly in recent years. Metal decking, typically spanning about 3 metres between secondary beams, may be laid rapidly and, when secured to the top flanges of the beams using shot fired steel pins, provides both a working platform and a protection to the operatives further down in the building. Concrete may be pumped or supplied by skips using a crane to the floors, which are normally reinforced with a light prefabricated mesh to control any cracking that might occur as a result of shrinkage during hardening of the concrete. Composite action with the metal decking is ensured through the use either of the decking profile itself or through indentations on part of the sheeting that provides a shear key arrangement preventing relative movement between the hardened concrete and the metal decking. Shear studs may be welded through the decking onto the top flanges of the beams so as to provide composite action with the primary beams spanning between columns in the frame.
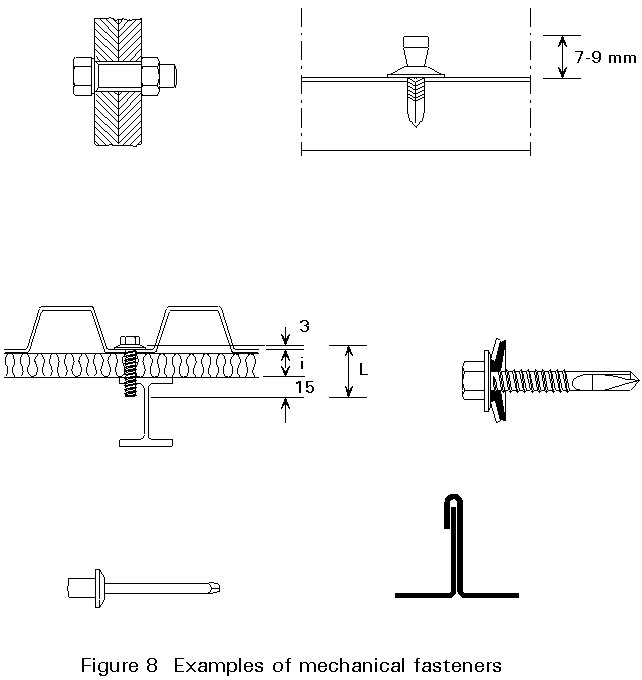
Various proprietary types of fasteners, including spot welding, may be used with light gauge products. Figure 8, which illustrates the main types of mechanical fasteners, shows:
- self tapping.
- self drilling.
- special types for translucent sheeting.
- Arc welding.
- Resistance welding.
- Weld-brazing.
This last process is relatively new and is specifically designed to avoid damage to galvanised or pre-painted coatings. It works by introducing another metal that melts more easily than those to be joined and, using a blowpipe flame, results in a quickly made, tight and resistant joint.
Thermal insulation is often required for walls and may be provided by any of rockwool, glass-wool, chipboard, polystyrene, cellular glass or expanded perlite. Since insulated panels are proprietary products, relevant manufacturers literature should be consulted as a way of ascertaining specific properties and recommendations on usage. Of particular concern are dimensional stability, voluminal mass, heat conductivity coefficient, resistance to compression, resistance to bending, reaction to fire, resistance to water vapour, dew point, ability to act as a heat bridge, and fixing arrangements.
The need for adequate sound insulation is an increasingly stringent requirement for buildings. The two characteristics required for limiting the transmission of noise are absorption and insulation. It is often possible to combine the dual functions of thermal and acoustic insulation in the one type of composite panel. Particular ways to improve acoustic insulation are to increase the thickness of the profile and/or the density of the insulation or to add an additional sheet between the two skins.
Because light gauge sheets are so thin, they do not posses much inherent fire resistance if exposed directly to elevated temperatures. However, properly insulated double-wall cladding can attain a fire resistance of at least 90 minutes. Support roofing and composite flooring may well reach at least 60 minutes without additional protection.
A steel wall, especially when not insulated, may be exposed to condensation since its coefficient of thermal conductivity is rather high. However, several anti-condensation coatings have been developed. These coatings are applied using an industrial process to the inside of the wall. They largely prevent subsequent condensation. One such example is "Grafo Therm". It is a water based mixture including porous components with large specific surfaces suitable for absorbing water. It appears in the form of a coating containing very fine granules of a light grey shade which have a pleasing appearance.
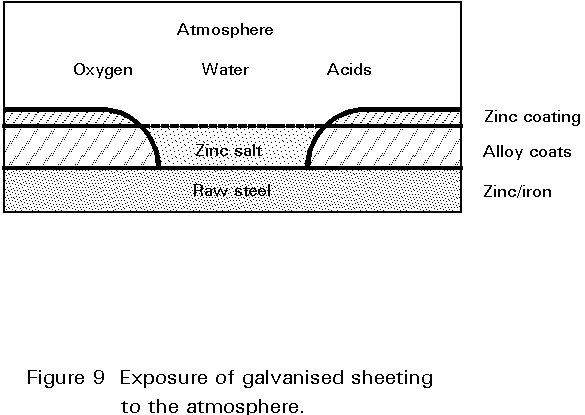
Profiled sheeting is always pre-coated and is obtainable in thicknesses between 0,3mm and 4 mm and widths of up to 1.500 mm. Typically steel strengths are 320N/mm2 to 350N/mm2, with values up to 550 N/mm2 presently available. Galvanising is the normal form of pre-coating. This coating provides cathodic protection to surfaces where the steel is uncoated, e.g. either accidentally or at edges formed by shearing or drilling, Figure 9. The zinc film may be painted in order to improve further the corrosion resistance, as well as to enhance appearance. Specially produced galvanised and pre-painted systems provide very significant corrosion resistance due to the synergy that exists between the two processes. For members it is also possible to apply paint after roll forming, such as polyester powders by the electrostatic process. In all cases coatings are available in a large range of colours.
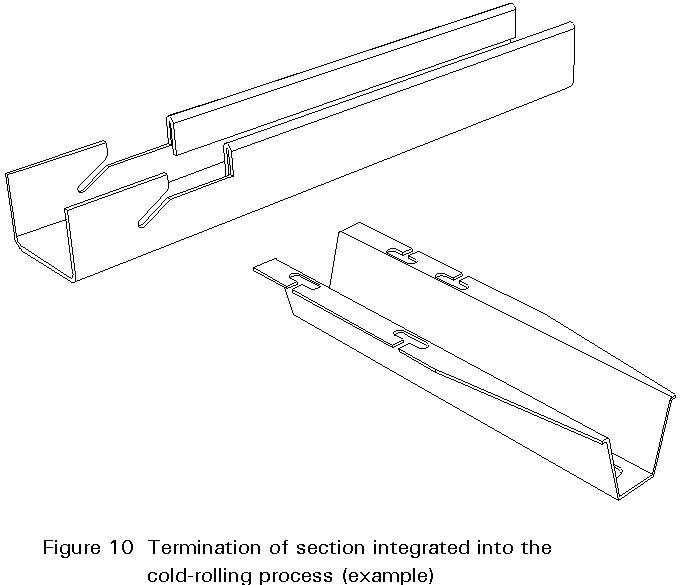
Advances in manufacturing technology enable the range of products and the features that may be included directly in the forming process to increase continually. Clearly clever utilisation of this facility will lead to a progressive reduction in expensive site operations. Figure 10 shows how the termination of the section may now be integrated into the roll-forming process.
Cold-forming products are normally so light in weight that easy handling is possible. Since most can be handled manually, fast and easy erection is the norm. For transportation, sections and sheeting can normally be nested, thus requiring little space and permitting unloading in quantity. Use of precoated material ensures corrosion protection during transport and erection.
Early applications of cold-formed thin-walled steel sections were restricted to situations where weight saving was important. With the advance in the raw material itself and the manufacturing processes, the range of actual and potential use is virtually unlimited.
Trusses of the types shown in Figure 11 may be found in industrial and storage buildings. The main chords are usually channel sections joined back to back. The web members are normally single channels. A high degree of lateral stability may be provided by using suitably wide chord members. Pre-galvanised high yield steel is normally used, with joints being made by simple bolting. Clear spans of up to 50 metres are possible.
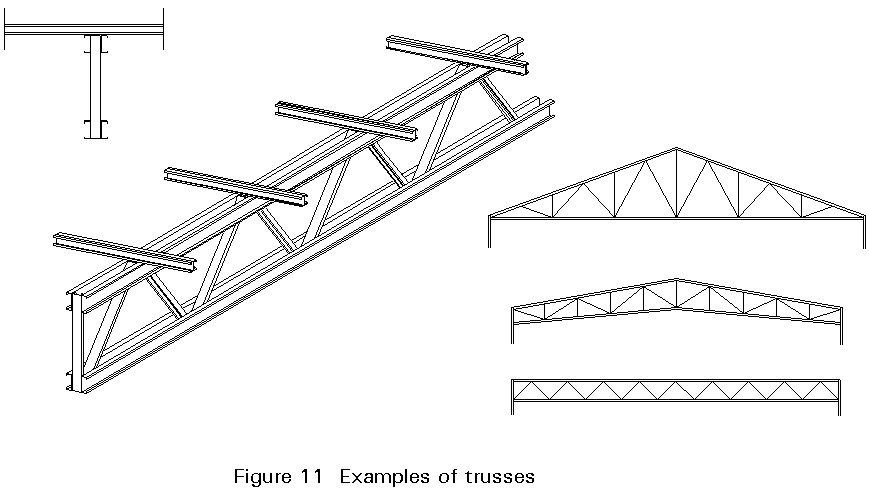
A parallel development is the use of lattice portal frames, with both the rafters and the columns being lattice members. Spans of up to 60 metres are possible.
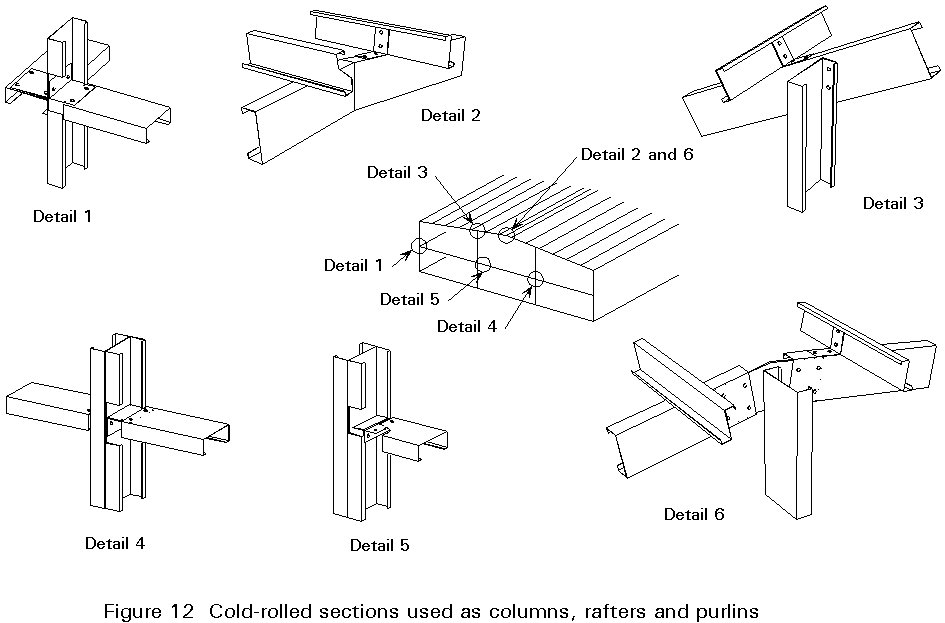
One of the more traditional applications has been in purlins spanning between the heavier main frames in portal frame buildings. For smaller frames, the columns and rafters themselves may be suitable cold-formed sections, as indicated in Figure 12.
The insulation of mezzanine floors for storage or as a means of creating office space is a particularly suitable application for cold-rolled sections. Their use as columns and beams permits a lightweight construction using pre-galvanised sections and straightforward fastening.
The availability of cold-formed sections up to 500 mm in depth permits their use as main framing members, either in multi-storey braced frame construction or in portal frames. For the latter, spans up to 25 m are possible. In office buildings concrete filling of columns to provide fire protection is possible, whilst powder painting eliminates the need for final site painting. Members may have all the holes required for fixings automatically produced during the roll-forming process.
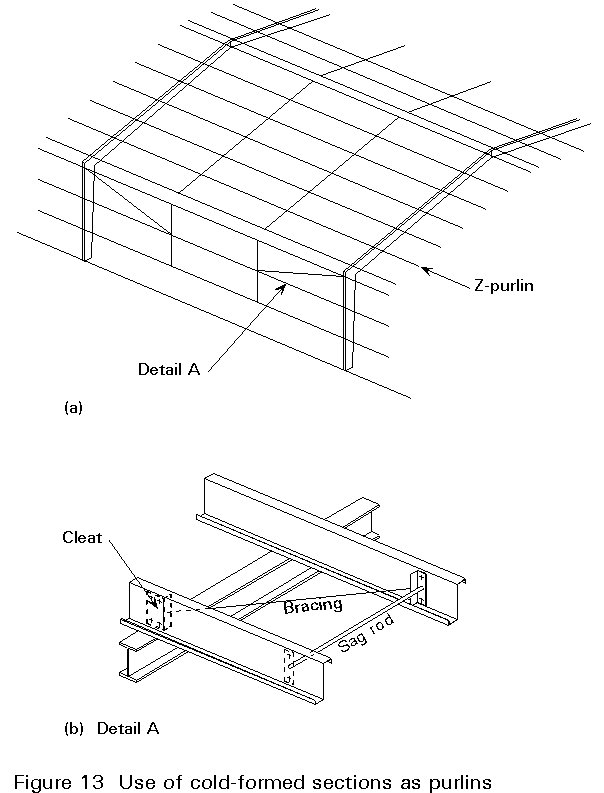
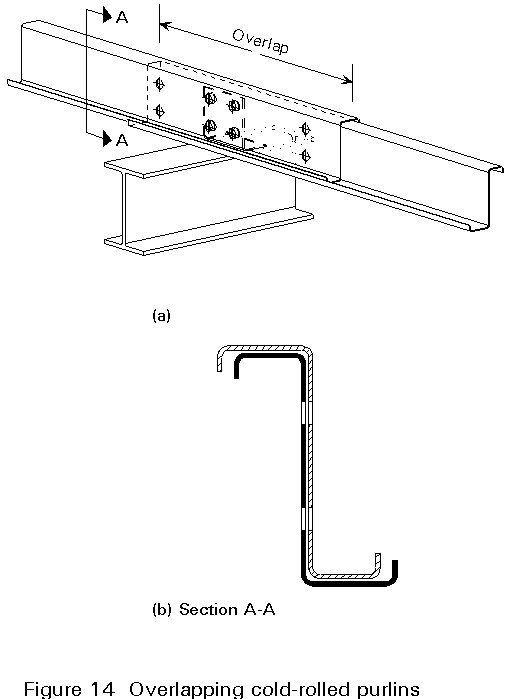
One of the largest uses of cold-formed material is in purlins Figure 13, spanning between 4 and 15 metres. Sections of heights between 100 and 300 mm are used and a number of proprietary systems are available. These systems include concepts such as purlin sleeves and overlapping, Figure 14, in order to obtain optimum structural performance. Because manufacturers have often undertaken extensive testing and other development work themselves, design information in support of particular systems is normally available. This information substantially reduces both the labour and complexity of the design process.
Trussed rafters are also used in greenhouse construction.
Light gauge sections are appropriate for use as the steel frame of housing, Figure 15.

Two types are available:
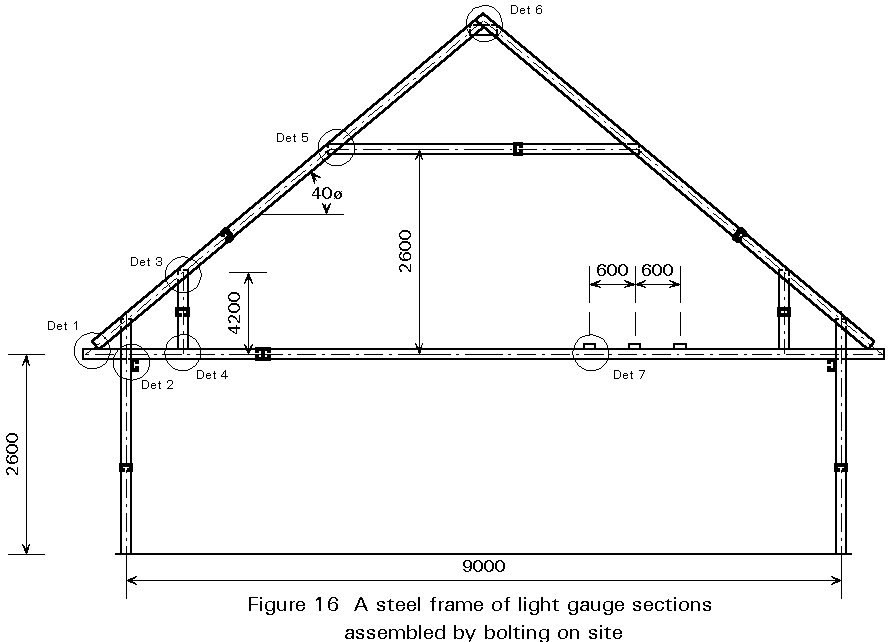
Using the second principle, it is possible with quite large panels, e.g. 3mx12m to introduce a large degree of pre-fabrication into the structure. All sections are pregalvanised and contain all the holes necessary for wiring, plumbing, etc.
Modular units for houses, offices, construction site accommodation, etc., may conveniently be produced using cold-formed sections and flat products.
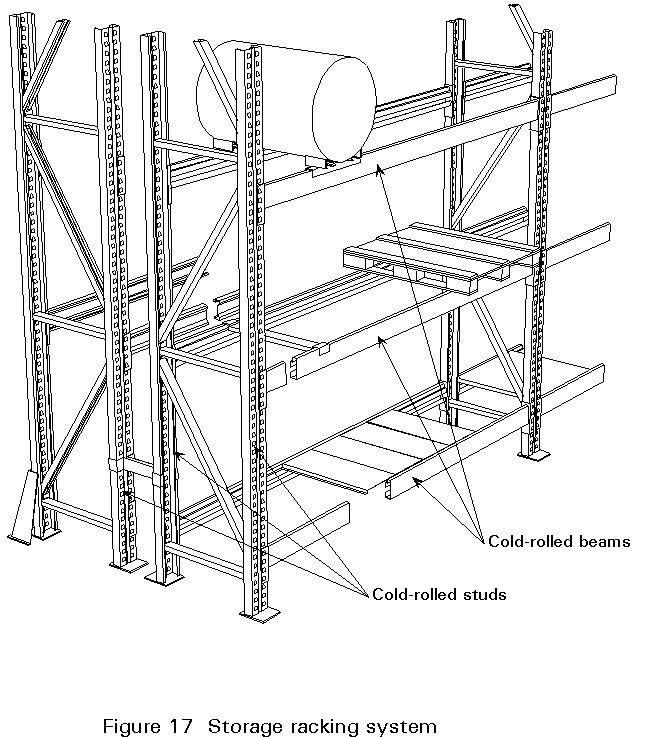
Storage racking systems, Figure 17, may conveniently be made from cold-formed components, with the forming process being used to produce not simply the most appropriate shapes but also to introduce slots and holes that facilitate rapid assembly and demounting.