ESDEP WG 15C
STRUCTURAL SYSTEMS: MISCELLANEOUS
To explain the calculation of loads on steel bins arising from stored materials. To describe the structural design of common types of bin.
None.
None.
This lecture explains how to calculate loads on steel bins from the stored material and describes the structural design of common types of bin. The methods for the calculation of loads are based on rules given in Eurocode 1 [1] and the guidelines for structural design have been compiled from numerous publications. Bin design is a complicated subject covering the analysis of thin shells and stiffened plate structures with uncertain load distributions. This lecture is necessarily limited to an overall view of simple and practical methods for the design of common bin types.
a, b plate dimensions
A cross-sectional area of vertical walled section
C wall load magnifier, buckling constant
Cb bottom load magnifier
Ch horizontal load magnifier
Cw wall frictional pressure magnifier
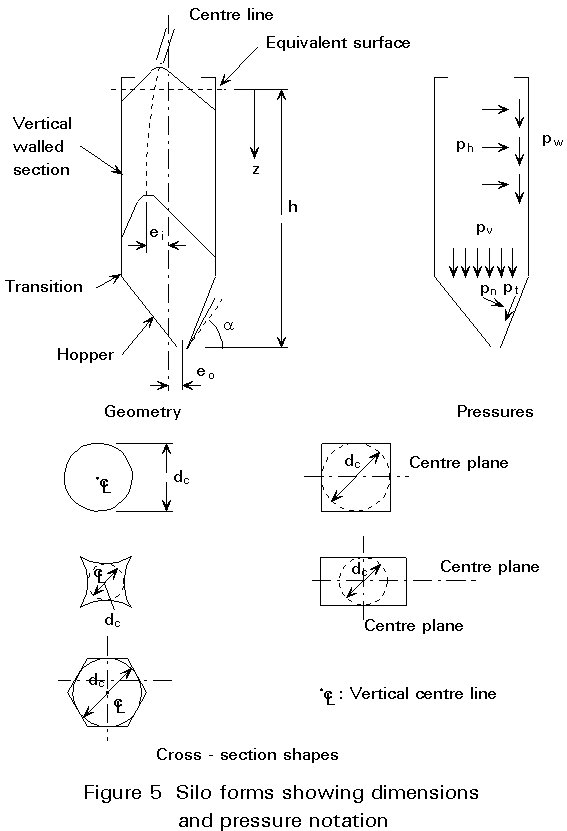
dc characteristic cross-section dimension (Figure 5)
E modulus of elasticity
e the larger of ei and eo
ei eccentricity due to filling (Figure 5)
eo eccentricity of the centre of the outlet (Figure 5)
fcr critical buckling stress
Fp total horizontal force due to patch load on a thin walled circular (membrane) silo
Frb ring beam force
h distance from outlet to equivalent surface (Figure 5)
k plate buckling factor
Ks horizontal to vertical pressure ratio
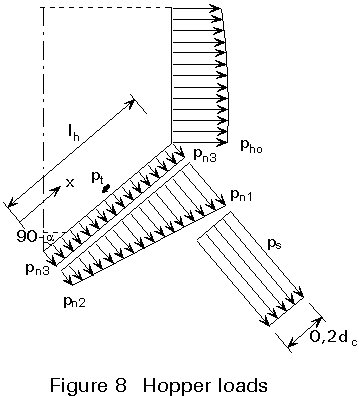
lh hopper wall length (Figure 8)
ph horizontal pressure due to stored material (Figure 5)
ph0 horizontal pressure after filling at the base of the vertical walled section (Figure 8)
pn pressure normal to inclined hopper wall (Figures 5 & 8)
pp patch pressure
pps patch pressure (unstiffened steel silos)
ps kick pressure (Figure 8)
pt hopper friction pressure (Figures 5 & 8)
pv vertical pressure due to stored material (Figure 5)
pvf vertical pressure after filling
pv0 vertical pressure after filling at the base of the vertical walled section
pw wall frictional pressure on the vertical section (Figure 5)
r radius
s length along the surface of the zone affected by the patch load (s = 0,2 dc)
t wall thickness
th hoop tension
U internal perimeter of the vertical walled section
W weight of hopper contents
z depth below the equivalent surface at maximum filling
zo parameter used to calculate loads
a
mean angle of inclination of hopper wall measured from the horizontal (Figure 5)q
circumferential angular coordinateb
patch load magnifierg
bulk weight density of liquid or stored materialm
coefficient of wall friction for pressure calculationj effective angle of internal friction
jw angle of hopper wall friction for flow evaluation
Bin |
(Figure 1) Any form of containment structure used to store particulate materials (i.e. bunker, bins, and silos). |
|
|
Slender Silo |
A silo where h/dc ³ 1,5. |
|
|
Squat Silo |
A silo where h/dc ³ 1,5. |
|
|
Vertical Walled Section |
The part of a silo or a tank with vertical walls. |
|
|
Hopper |
A silo bottom with inclined walls where a > 20° . |
|
|
Transition |
The intersection of the hopper and the vertical walled section. |
|
|
Flat Bottom |
A flat silo bottom or a silo bottom with inclined walls where a £ 20° . |
|
|
Equivalent Surface |
(Figure 5) Level surface giving the same volume of stored material as the actual surface. |
|
|
Flow Pattern |
(Figure 2) There are three flow patterns: mass flow, funnel flow and internal flow. |
|
|
Mass Flow |
(Figure 2) A flow pattern in which all the stored particles are mobilised during discharge. |
|
|
Funnel Flow (or Core Flow) |
(Figure 2) A flow pattern in which a channel of flowing material develops within a confined zone above the outlet, and the material adjacent to the wall near the outlet remains stationary. The flow channel can intersect the vertical walled section or extend to the surface of the stored material. |
|
|
Internal Flow |
(Figure 2) A funnel flow pattern in which the flow channel extends to the surface of the stored material. |
|
|
Kick Load |
A local load that occurs at the transition during discharge. |
|
|
Patch Load |
A local load taken to act over a specified zone on any part of a silo wall. |
Bins are used by a wide range of industries throughout Europe to store bulk solids in quantities ranging from a few tonnes to over one hundred thousand tonnes. Bins are also called bunkers and silos. They can be constructed of steel or reinforced concrete and may discharge by gravity flow or by mechanical means. Steel bins range from heavily stiffened flat plate structures to efficient unstiffened shell structures. They can be supported on columns, load bearing skirts, or they may be hung from floors. Flat bottom bins are usually supported directly on foundations.
For structural design, it is convenient to classify bins using the BMHB system [2] into the following four categories:
Class 1 Small bins holding less than 100 tonnes, are simply and robustly constructed often with substantial reserves of strength.
Class 2 Intermediate bins, between 100 and 1000 tonnes, can be designed using simple hand calculations. Care is required to ensure reliable flow and predictable wall pressures.
Class 3 Large bins, over 1000 tonnes. Specialist knowledge of bins is required to prevent problems due to uncertainties of flow, pressure and structural behaviour. Sophisticated finite element analyses of the structure may be justified.
Class 4 Eccentrically discharging bins where the eccentricity of the outlet eo is greater than 0,25 times the silo diameter, dc.
This lecture concentrates on the design of Class 1 and 2 bins although the design checks are also applicable to Class 3 bins.
Bin design procedures consists of four parts as follows:
i. Determine the strength and flow properties of the bulk solid.
ii. Determine the bin geometry to give the desired capacity, to provide a flow pattern with acceptable flow characteristics and to ensure that discharge is reliable and predictable. Specialised mechanical feeder design may be required.
iii. Estimate the bin wall loads from the stored material and other loads such as wind, ancillary equipment, thermal, etc.
iv. Design and detail the bin structure.
Before the structural design can be carried out, the loads on the bin must be evaluated. Loads from the stored material are dependent, amongst other things, on the flow pattern, the properties of the stored material and the bin geometry while the methods of structural analysis and design depend upon the bin geometry and the flow pattern. The importance of Stages i and ii of the design should not be underestimated. Simplified rules for the functional design of bins and for estimating wall loads are given in Eurocode 1: Part 4 [1], and are discussed in Section 3 of this lecture. Detailed rules for the structural design of steel bins will be given in Eurocode 3, Part 4 [3]. This code has not yet been completed. However some design guidance is available in journal publications and elsewhere [2, 4-16]. Sections 4 and 5 of this lecture summarise existing structural design practice and give guidance for common types of bin.
For design purposes, bins are classified by their size, geometry, the type of flow during discharge of the contents, and the structural material of the wall. The importance of each of these parameters in design is discussed below.
The bin size and geometry depend on the functional requirements such as the storage volume and the method and rate of discharge, the properties of the stored material, available space and economic considerations. Bins usually consist of a vertical sided section with a flat bottom or a bottom with inclined sides, known as the hopper. They are usually circular, square or rectangular in cross-section and may be arranged singly or in groups. Typical bin geometries are shown in Figure 1.
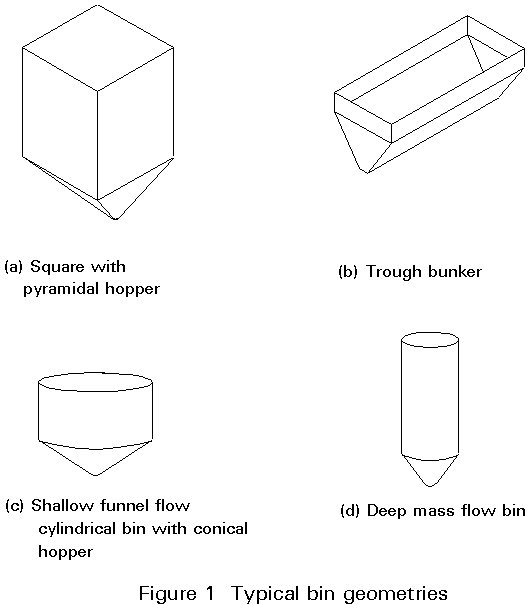
Circular bins are more efficient structures than square or rectangular bins, leading to lower material costs. For the same height, a square bin provides 27% more storage than a circular bin whose diameter equals the length of the side of the square bin. Flat-bottom bins require less height for a given volume of stored material.
The bin size is determined by feeding and discharge rates and the maximum quantity of material to be stored. High discharge rates require deep hoppers with steep walls. Flat bottomed bins usually have low discharge rates and are used when the storage time is long, the discharge is infrequent and the storage volume is high.
The ratio of bin height to diameter influences the loads from the stored material and hence the structural design. Eurocode 1 classifies bins as either squat or slender [1]. Squat bins are defined as those where the height does not exceed 1,5 times the diameter or smallest side length. Slender bins have a height to diameter ratio greater than 1,5.
Hoppers are usually conical, pyramidal or wedge shaped. Pyramidal hoppers have the advantage of being simple to manufacture although they may lead to flow problems due to the building up of stored material in the corners. Outlets may be either concentric or eccentric to the centre of the bin. Eccentric outlets should be avoided because the pressure distribution is difficult to predict and there may be problems due to segregation of the stored material. The angle of inclination of the hopper sides is selected to ensure continuous discharge with the required flow pattern.
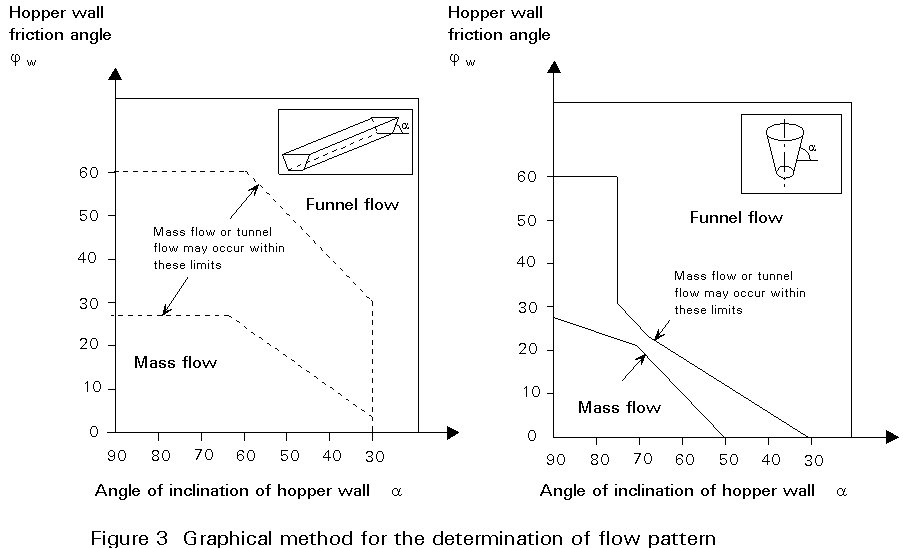
Two types of flow are described in Eurocode 1 and shown in Figure 2. They are mass flow and funnel flow. Discharge pressure is influenced by the flow pattern and so the flow assessment must be made before the calculation of loads from the stored material. In mass flow bins, all the contents of the bin flow as a single mass and flow is on a first-in first-out basis. The stored material in funnel flow bins flows down a central core of stationary stored material and flow is on a last-in, first-out basis.
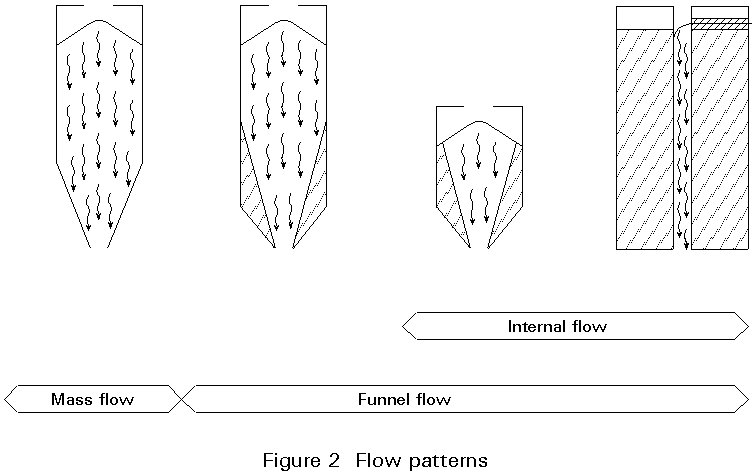
The flow type depends on the inclination of the hopper walls and the coefficient of wall friction. Mass flow occurs in deep bins with steep hopper walls whereas funnel flow occurs in squat bins with shallow hopper walls. Eurocode 1 gives a graphical method (shown in Figure 3) for determining the flow pattern in conical and wedge shaped hoppers for the purpose of structural design only. Bins with hoppers between the boundaries of both the mass and the funnel flows should be designed for both situations.
Most bins are constructed from steel or reinforced concrete. The economic choice depends upon the material costs as well as the costs of fabrication and erection. Other factors such as available space also influence the selection. The main advantages of steel bins over cost in-situ concrete bins are:
The main disadvantages of steel bins are the necessity of maintenance to prevent corrosion, the steel walls may require lining to prevent excessive wear, and the steel walls are prone to condensation which may damage stored products such as grain and sugar, etc. which are moisture sensitive.
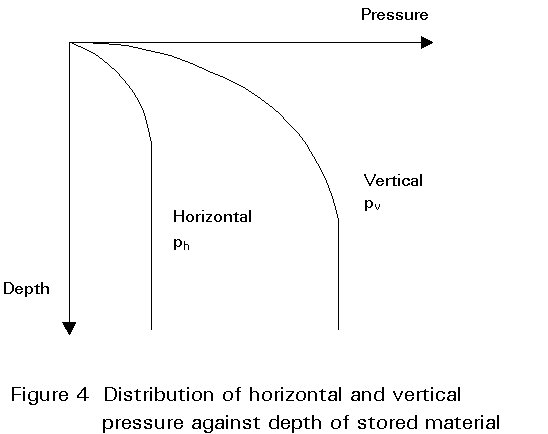
The selection of structural material for the wall may depend upon the bin geometry. A bin wall is subject to both vertical and horizontal forces. The vertical forces are due to friction between the wall and stored materials, while the horizontal forces are due to lateral thrust from the stored materials. Reinforced concrete bins carry vertical compressive forces with ease and so tend to fail in tension due to the high lateral thrusts. Steel bins, circular in plan, usually carry the lateral forces by hoop tension. They are more prone to failure by buckling under excessive vertical forces. The increase of horizontal and vertical pressure with depth is shown in Figure 4. Increases in horizontal pressure are negligible beyond a certain depth and therefore concrete bins are more efficient if they are tall, whereas steel bins tend to be shallower structures.
Most existing theories for the calculation of loads from the stored material in bins assume that the pressure distribution around the perimeter of a bin is uniform at any given depth. In reality, there is always a non-uniformity of loading. This may arise from imperfections in the bin walls, non-concentric filling techniques, or discharge outlets positioned eccentrically to the centre of a bin.
The pressure exerted on the bin wall by the stored material is different when the material is flowing and when it is stationary. The stress state within a stored material changes as flow commences and the bin walls are subjected to high localised pressures of short duration. Research studies have identified two types of high pressure during discharge. The first is known as the kick load which occurs at the start of flow and is only significant in the hopper. The second high pressure is attributed to a local stress re-distribution within the flowing material as it passes the imperfections of the bin walls.
The neglect of the non-uniform loading in design results in more bin failures than any other causes. It leads to particular problems with circular bins which are designed to resist membrane forces only. Pressures due to eccentric discharge are erratic and may be higher or lower than the uniform pressure predicted using most existing theories.
Although high discharge pressures and their fundamental causes have been identified, they are difficult to quantify. It is common practice therefore for designers to multiply the calculated static pressure by a constant derived from experimental data. The empirical factor has traditionally been applied to the static pressure without any regard to the structural response of the bin. Since the high discharge pressures only affect local areas, variation of the pressure may result in a worse stress state in the bin wall than a high uniform pressure. Therefore the assumption of a high but constant pressure at any level is not necessarily safe.
Eurocode 1 [1] gives detailed rules for the calculation of loads from the stored material on bins subject to the following limitations:
Rules are given for calculating loads on slender, squat and homogeneous bins. The following four loads are specified and may be defined using the notation shown in Figure 5.
The initial horizontal (phf) and wall friction (pwf) loads are uniform at any depth in the bin. They are multiplied by a constant factor to allow for pressure variations during discharge. A patch load is added to the symmetric load to allow for the effects of non-symmetric loading. Due to the complexities of structural analysis of shells incorporating a patch load, Eurocode 1 permits the use of a symmetrical pressure distribution for the design of all bins with diameters less than 5m. The symmetrical pressure is increased to compensate for the patch pressure. This gives bins that are safe but more conservative than those bins designed for the patch pressure and the lower symmetrical pressure.
The hopper loads consist of a linear pressure distribution and a kick load. The kick load is applied at the junction of the transition of mass flow hoppers only.
The horizontal pressure at any depth in the bin is calculated using the classical Janssen theory. Janssen considered the vertical equilibrium of a horizontal slice through the stored material in a bin (Figure 6) and obtained the following relationship:
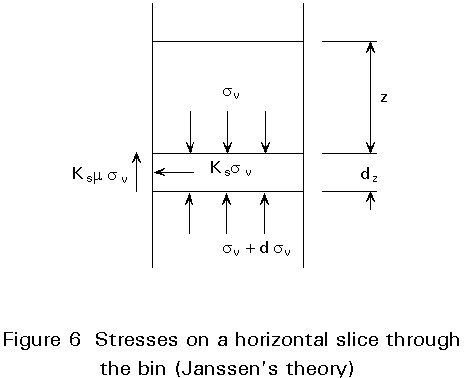
A(sv + dsv) + U m Ks sv dz = g Adz + A sv (1)
Rearranging and solving the first order differential equation gives the Janssen equation for vertical pressure pv at depth z, the horizontal pressure phf and the wall frictional pressure pwf:
pv = [gA/UmKs][1 - e-KsmzU/A] (2)
phf = Ks pv (3)
pwf = m phf (4)
The accuracy of the method depends on the selection of a value for the ratio of horizontal to vertical pressure Ks and the coefficient of wall friction m.
Most bin wall pressures vary because the bins are filled with materials of different properties at different times. Other pressure changes may occur as the bin becomes polished or roughened by stored solids. Bins should therefore be designed with a variety of conditions in mind. Eurocode 1 recognises this situation and gives a range of properties for common stored materials. Material properties are selected to give the most adverse loading condition. The most adverse horizontal pressure occurs when Ks is at its maximum value and m is at its minimum. The most adverse wall friction load arises when m and Ks are both at maximum values. Material properties may be determined by testing or by taking values from Table 4.1 of Eurocode 1.
For bins with corrugated walls, allowance must be made for higher values of m due to the effect of the stored material within the corrugations.
For convenience Eurocode 1 gives a formula for the calculation of the axial compression force due to the wall friction pressure at any depth in a bin. The axial compression per unit perimeter at depth z is equal to the integral of the wall friction pressures on the wall above and is obtained as below:
![]()
The Reimbert method [6] is a suitable alternative to the Janssen method for the calculation of static pressures. However, it has not been included in Eurocode 1.
The pressures calculated using the Janssen theory are multiplied by empirical factors to give filling and discharge pressures for the following conditions:
i. Patch load for filling.
ii. Uniform pressure increase for discharge.
iii. Patch load for discharge.
iv. For simplicity of structural design, Eurocode 1 also includes a simplified alternative rule to the patch load for filling and discharge.
i. a. The patch load for filling: non-membrane bins
Pressures determined using the Janssen equation are increased by a localised load or 'patch' load to allow for unsymmetrical pressure distributions. The patch load is prescribed to account for unsymmetrical pressures which experiments have shown occur in all bins. The non-uniformity of pressure depends mainly upon the eccentricity of the bin inlet, the method of filling and the anisotropy of the stored material. The patch load increases with the eccentricity of filling. The eccentricity of filling is shown in Figure 5 and results from the horizontal velocity of the stored material. It depends upon the type of filling device and must be estimated before calculating the patch load.
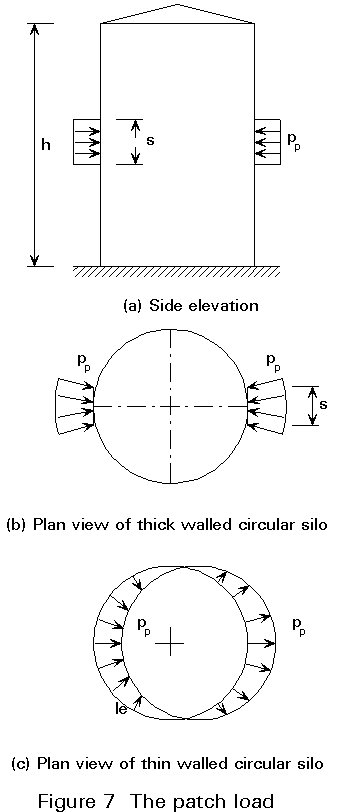
The patch load is different for unstiffened steel (membrane) and stiffened steel and concrete (non-membrane) bins to allow for the differences in the response of these structures to loading. The maximum stress in the walls of non-membrane bins depends upon the magnitude of the pressure whereas membrane steel bins are more sensitive to the rate of change of pressure. For stiffened steel bins, two patch loads are applied on diametrically opposite square areas of wall, each with side length s = 0,2dc (Figures 7a and 7b). The loads are symmetrical and allow a relatively simple calculation of the bending moments induced in the structure.
The patch pressure is calculated as follows:
pp = 0,2b phf (5)
The pressure acts over a height s, where:
s = 0,2dc (6)
b = 1 + 0.2 e
The patch should be applied at different levels on the bin wall to find the worst loading case resulting in the highest wall stress. For simplicity, Eurocode 1 allows the patch load in non-membrane bins to be applied at the mid-height of the vertical walled section and uses the percentage increase in the wall stresses at that level to increase the wall stresses throughout the silo. The simplified rule does not apply to groups of silos.
i. b. The patch load for filling: membrane bins
Membrane steel bins are sensitive to the rate of change of the patch pressure and so a cosine pressure distribution is specified. The pressure pattern shown in Figure 7c extends all around the bin. Pressure is outward on one side and inward on the other.
The most important influence of the patch is the increase in axial compression at the base of the bin. The increased axial compressive force can easily be calculated using beam bending theory and assuming global bending of the bin. In order to calculate the axial compressive force, the total horizontal force from the patch load should be calculated from:
![]() (7)
(7)
where
pps = pp cos q
and pp and s are calculated using Equations (5) and (6) respectively.
The patch should be taken to act at a depth z0 below the equivalent surface or at the mid-height of the vertical walled section, whichever gives the higher position of the load, where
zo = ![]()
The patch pressure introduces local bending stresses in the bin at the level of the patch. These bending stresses are difficult to calculate and a finite element analysis of the structure is required. To simplify the calculation it is easier to design using the increased pressure distribution described in iv. below as an alternative to the patch pressure.
ii. Uniform pressure increase for discharge
The static pressures are multiplied by two constant coefficients (Cw and Ch) to design for uniform discharge pressures. Ch increases the horizontal pressure and Cw increases the vertical pressure. Ch varies depending upon the stored material and Eurocode 1 gives a value that ranges from 1,3 for wheat to 1,45 for flour and fly ash. Cw is taken as 1,1 for all stored materials. These factors were selected from experience gained from satisfactory bin design and test results.
iii. Patch load for discharge
The patch load for discharge is calculated in the same way as the patch load for filling. Horizontal pressures calculated for discharge (described in ii.) are used to calculate the patch load. In addition, the eccentricity e, is taken as the greater of the eccentricities of the filling and the outlet (see Figure 5).
iv. Increased uniform load - an alternative to the patch for filling and discharge
For simplicity in structural design, Eurocode 1 permits the use of another constant factor on the uniform discharge pressures to allow for stress increases due to unsymmetrical pressure. The factor is calculated from the patch load magnifier and results in a simple but conservative rule which may be used instead of the patch pressure. For filling and discharge the normal wall pressure calculated using Equation (3) is multiplied by 1 + 0,4 b and the wall friction is multiplied by 1 + 0,3 b.
Flat bottoms are defined as bin bottoms where a < 20°. The vertical pressure pvf varies across the bottom but for slender bins it is safe to assume that the pressure is constant and equal to:
pvf = 1,2 pv (8)
where:
pv is calculated using Equation (2).
It should be noted that for squat bins, the pressure variation at the bin bottom may influence the design and so flat bottomed squat bins may be designed for non-uniform pressures.
Loads on slopping walls of hopper
Eurocode 1 considers the sloping wall (where a > 20°) to be subject to both normal pressure, pn, and friction force per unit area pt. The hopper walls carry all the weight of the stored material in the bin other than that carried by wall friction in the vertical section. Knowledge of the vertical pressure at the transition between the vertical walled section and the hopper is required to define the loading on the hopper. Empirical formulae have been adopted in Eurocode 1 for the calculation of normal and frictional wall pressures on the hopper wall following a series of tests on pyramidal hoppers. The tests showed that it was sufficient to assume that the pressure distribution upon a hopper wall subjected to surcharge from the vertical walled section decreases linearly from the transition to the outlet. The pressure normal to the hopper wall, pn, as shown in Figure 8 may be obtained as follows:
pn = pn3 + pn2 + (pn1 - pn2) ![]() (9)
(9)
where
x is a distance measured from the edge (0 £ ´ £ Lh) between 0, and lh
pn1 = pvo (Cb cos2 a + 1,5 sin2 a ) (10)
pn2 = Cb pvo cos2 a (11)
pn3 = 3,0 ![]() (12)
(12)
where
Cb is a constant and is equal to 1,2
pv0 is the vertical pressure acting at the transition calculated using the Janssen equation.
The value of the wall frictional pressure pt, is given by:
pt = pn m (13)
Kick load
High pressures have been measured in mass flow hoppers at the start of discharge due to a change in the stress state of the stored material. The change is often referred to as the 'switch' and results in a 'kick load' at the transition. It occurs when the material moves from a static (active pressure) to a dynamic (passive pressure) state. An empirical and approximate value for the kick load, ps, in Eurocode 1 is given as follows:
ps = 2 ph0 (14)
where
ph0 is the horizontal pressure at the base of the vertical walled section (see Figure 8)
ps is taken to act normal to the hopper wall at a distance equal to 0,2 dc down the hopper wall.
The kick load is only applied to mass flow bins. This is because it will be partially or totally absorbed by the layer of stationary material in funnel flow hoppers. The transition between the hopper, and the vertical section is subjected to a compressive inward force from the inclined hopper. The kick load acts against this compressive force and so, it may actually increase the outward load from the stored material (pn) which may be carried by the hopper during discharge (although the kick cannot be guaranteed and should not be used to reduce the design stresses).
Pressure distributions can be affected by factors which may either increase or decrease wall loads. Such factors are difficult to quantify, and are more significant in some bins than others. A limited list is given below.
Temperature variation
Thermal contraction of a bin wall is restrained by the stored material. The magnitude of the resulting increase in lateral pressure depends upon the temperature drop, the difference between the temperature coefficients of the wall and the stored material, the occurrence of temperature changes, the stiffness of the stored material and the stiffness of the bin wall.
Consolidation
Consolidation of the stored material may occur due to release of air causing particles to compact (a particular problem with powders), physical instability caused by changes in surface moisture and temperature, chemical instability caused by chemical changes at the face of the particles, or vibration of the bin contents. The accurate determination of wall pressures requires a knowledge of the variation with depth of bulk density and the angle of internal friction.
Moisture Content
An increase in the moisture content of the stored material can increase cohesive forces or form links between the particles of water soluble substances. The angle of wall friction for pressure calculations should be determined using both the driest and wettest material likely to be encountered.
Increased moisture can result in swelling of the stored solid and should be considered in design.
Segregation
For stored material with a wide range of density, size and shape, the particles tend to segregate. The greater the height of free fall on filling, the greater the segregation. Segregation may create areas of dense material. More seriously, coarse particles may flow to one side of the bin while fine cohesive particles remain on the opposite side. An eccentric flow channel may occur, leading to unsymmetrical loads on the wall. The concentration of fine particles may also lead to flow blockages.
Degradation
A solid may degrade on filling. Particles may be broken or reduced in size due to impact, agitation and attrition. This problem is particularly relevant in bins for the storage of silage where material degradation may result in a changing pressure field which tends to hydrostatic.
Corrosion
Stored material may attack the storage structure chemically, affecting the angle of wall friction and wall flexibility. Corrosion depends on the chemical characteristics of the stored material and also the moisture content. Typically, the design wall thickness may be increased to allow for corrosion and the increase depends upon the design life of the bin.
Abrasion
Large granular particles such as mineral ores can wear the wall surface resulting in problems similar to those described for corrosion. A lining may be provided to the structural wall, but care should be taken to ensure that wall deformation does not cause damage to the lining. The linings are usually manufactured from materials such as stainless steel or polypropylene.
Impact Pressures
The charging of large rocks can lead to high impact pressures. Unless there is sufficient material to cushion the impact, special protection must be given to the hopper walls. The collapse of natural arches which may form within the stored material and hold up flow, can also lead to severe impact pressures. In this case, a preventative solution is required at the geometric design stage.
Rapid Filling and Discharge
The rapid discharge of bulk solids having relatively low permeability to gasses can induce negative air pressures (internal suction) in the bin. Rapid filling can lead to greater consolidation, and the effects are discussed above.
Powders
The rapid filling of powders can aerate the material and lead to a temporary decrease in bulk density, cohesiveness, internal friction and wall friction. In an extreme case, the pressure from an aerated stored material can be hydrostatic.
Wind Loading
Methods for the calculation of wind loads on bins are given in Eurocode 1, Part 2 [17] and are not repeated in this lecture. Design against wind loads is especially critical during bin construction.
Dust Explosions
Eurocode 1, Part 4 [1] recommends that bins storing materials that may explode should either be designed to resist the explosion or should have sufficient pressure relief area. Table 1 of the Eurocode lists materials that may lead to explosions. Other general design guidance is available [14].
Eurocode 1 recommends proper maintenance and cleaning, and the exclusion of sources of ignition to prevent explosions.
Differential Settlements
Large settlements often occur as bins are filled, particularly the first time. The effects of differential settlement of groups of bins should be considered. Differential settlements may lead to buckling failure of membrane steel bins.
Seismic Actions
Provisional rules for seismic design are given in Eurocode 1. These rules are beyond the scope of this lecture.
Mechanical Discharge Equipment
Mechanical discharge equipment can lead to unsymmetrical pressure distributions even when it is considered to withdraw the stored material uniformly. The influence of mechanical discharge equipment on wall pressures should be considered during design.
Roof Loads
Bin roofs impose an outward thrust and axial compression on bin walls and should be considered during wall design. The design of bin roofs is beyond the scope of this lecture.
Load Combinations
Many bins are filled to their full design loads for most of their life. Eurocode 1 states that 100% of the predominant load should be added to 90% or 0% of other loads to give the most onerous design load at both ultimate and serviceability limit states respectively.
At the conceptual stage of design, the geometry of the bin is selected and consideration is given to the relative economy of different structural forms. The costs of materials, fabrication, erection and transport all influence the selection of the structural form. Steel bins usually have rectangular or circular cross-section shapes. Circular bins are usually more economical than rectangular bins because the circular walls carry loads in membrane tension whereas rectangular bins carry load less efficiently in bending. Rectangular bins typically require 2,5 times the material required for circular bins of the same capacity.
Rectangular bins tend to be heavily stiffened structures whereas circular bins are often unstiffened except at the top and the transition of the vertical walled section and the hopper. Rectangular bins tend to have large reserves of strength. This is not generally the case with circular bins for which care is needed in design to prevent overstress or buckling of the bin wall.
A typical non-circular bin is shown in Figure 9. The structural design consists of the following main procedures:
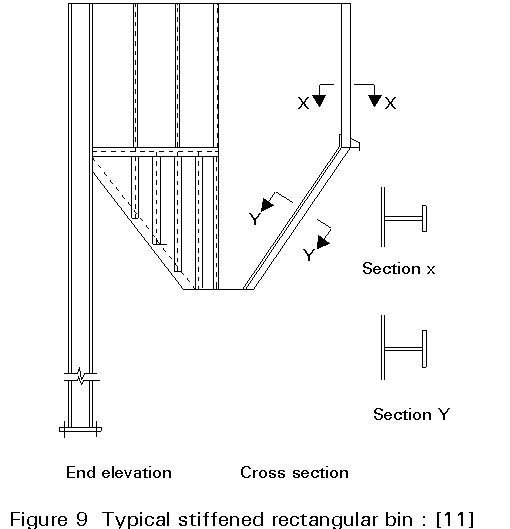
The pressures on the vertical and inclined walls are calculated using the rules outlined in Section 3. The structural design is discussed below.
Non-circular bins tend to be heavily stiffened structures as shown in Figure 9. Material loads in the bin are applied directly to the wall plate, and transferred via the plate to the stiffeners. The walls are subject to bending and tensile membrane stresses. Frictional forces result in vertical compression of the wall and, because of the stiff cores and column supports, cause in-plane bending of the wall.
There are two main approaches to model the structural system. Either the bin is analysed as many isolated components or it is considered as a continuous folded plate structure. Most existing guides recommend the first approach. The walls are designed with assumed boundary conditions and interaction between individual plates is ignored. The guidance given is for flat plated bins. A more economical solution may be to use corrugated wall plates. In this case the bin wall is designed using the section properties of the corrugated sheet.
Wall pressure is carried partly by flexural action of the plate in bending and partly by membrane action. Bin walls are generally analysed using small deflection theory. The wall deflections are small (less than the thickness of the plate) and so for design purposes it is acceptable to assume that the load is carried entirely by plate bending. Three methods of analysis are commonly used. Wall plates between stiffeners with an aspect ratio greater than two to one are analysed as beams bending in one direction only. The beam is assumed to span continuously over stiffeners and may be fully fixed at the ends.
Plates with an aspect ratio less than two to one are designed with tabular data. The maximum bending moment for plates with simply supported or fixed edges is given by:
Mmax = a pa2 b (15)
where
a and b are the shorter and longer plate dimensions respectively
p is the average normal pressure
a is given in Tables 1 and 2.
|
b/a |
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
3,0 |
4,0 |
>5,0 |
|
a |
0,048 |
0,063 |
0,075 |
0,086 |
0,095 |
0,108 |
0,119 |
0,123 |
0,125 |
Table 1 a for plates with simply supported edges
|
b/a |
1,0 |
1,25 |
1,5 |
1,75 |
2,0 |
>2,5 |
|
a |
0,0513 |
0,0665 |
0,0757 |
0,0817 |
0,0829 |
0,0833 |
Table 2 a for plates with fixed edges
Tabulated data is not available for the analysis of trapezoidal plates and so the hopper wall is analysed as an idealised rectangular plate. The dimensions may be calculated from formulae given in Figure 10.
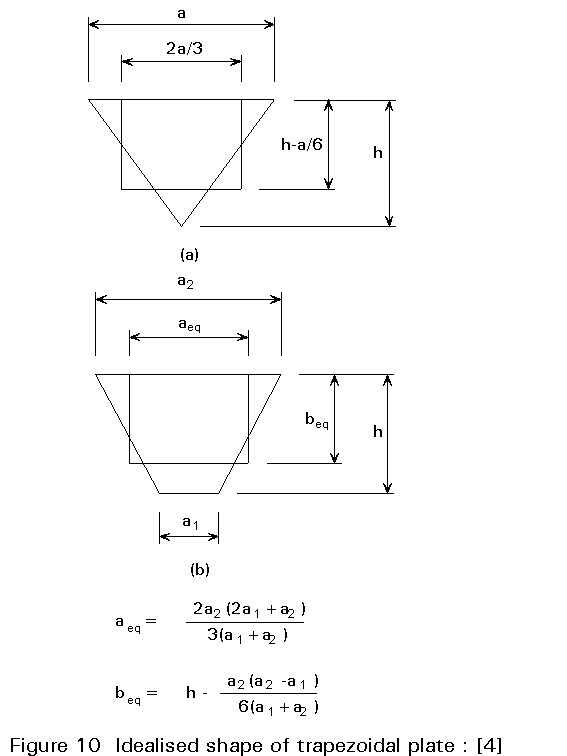
Both of the methods described lead to conservative designs due to the assumed plate geometry and boundary conditions. Higher accuracy can be achieved using numerical techniques, such as the finite element method, to analyse the interaction of the various plate members subjected to in-plane and out-of-plane loads.
Buckling is unlikely to control the design of the wall thickness of plates analysed using small deflection theory. Thus a conservative stability analysis is usually adopted and the critical elastic buckling load is calculated assuming that the loads are acting in the plane of the plate. The elastic critical buckling load can be calculated from the following equation:
fcr =  (16)
(16)
The plate is assumed to be simply supported on all four edges and subject to a uniform or linearly increasing load. If necessary, the buckling resistance of a flat plate can be calculated allowing for additional strength due to lateral pressure from the stored material and post buckling strength [5].
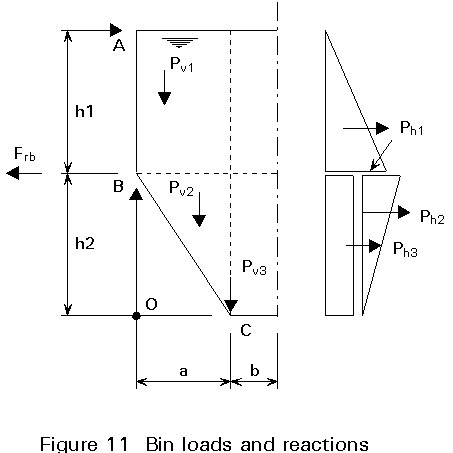
A typical stiffened arrangement is shown in Figure 9. It consists primarily of vertical stiffeners but with horizontal stiffeners at the transition and at the top of the bin. Vertical stiffeners in the vertical walled section are simply designed to carry horizontal and vertical wall friction loads from the adjoining wall plates. Stiffeners in the hopper are designed as beams with end reactions and loads normal to the wall from the stored material as shown in Figure 11. Tension forces along the beam may also need to be considered.
The horizontal stiffener at the top of the bin is designed to carry the reaction at A from the horizontal loads on the vertical wall. Horizontal loads include those from the stored material and the wind loads.
Hopper loads are usually carried by a ring beam at the transition. The ring beam has to carry the hopper weight and distribute the bin loads to the supports. At the start of filling the ring beam acts as a compression frame. It resists inward forces from the suspended hopper. As filling continues, the compressive forces are offset by tension from the lateral pressure exerted by the stored material in the bin. Figure 11 shows the load resultants. The ring beam force is found by taking moments about point O.
Frb = ![]() (17)
(17)
ph2 and ph3 are the horizontal components of pressure calculated normal to the hopper wall using Equation (9). The ring beam may also have to carry loads from the following:
The support structure for small bins is usually terminated at the ring beam. The walls of the structure above carry all the loads from the bin. This form of support is common in circular bins but in square bins the supports are usually continued from the transition ring beam to the top of the structure. Their function is to carry the vertical loads in the bin and provide resistance to buckling. A small ring beam is often positioned at the top of the bin to give additional restraint against horizontal forces. The support structure is braced to provide stability against externally applied lateral forces or non-symmetrical internal forces.
The wall thickness of circular bins is selected after checks to prevent yielding due to circumferential tension forces and buckling. The wall thickness of most bins is governed by buckling although hoop tension controls the design of very shallow bins. Most cylindrical bins have only two stiffeners, one at the transition and one at the top of the vertical walled section. Additional stiffeners may be used to resist wind loads. Conical hoppers are usually unstiffened.
This section describes the basic design procedure and discusses the design of critical components. The main elements of design are:
Recent research has investigated the limitations of simplified design rules and highlighted areas of design which may require careful consideration. These areas include high localised stresses around bin supports and boundaries, and the influence of unsymmetrical loads on wall stress. For very large bins a detailed finite element analysis of the structure is recommended. For most bin designs this may not be possible due to economic restrictions and so the design is carried out using simplified procedures. In many cases these procedures do not model the bin behaviour accurately and careful design is required to prevent failure.
The circumferential wall stresses in bins less than 5 m diameter can be first estimated simply but conservatively using the symmetrical pressure distribution alternative to the patch load discussed in Section 3.2.2 and the membrane theory of shells. Membrane theory assumes that the bin wall is subject to tensile forces only. The 'hoop' tension should be calculated at the bottom of the cylinder as follows:
th = phe r (18)
The resulting wall thickness may have to be increased to ensure adequate connection strength, corrosion and wear resistance and to prevent buckling. (Joint efficiency factors for welded connections are given in Lecture 15C.1.)
Membrane theory is only accurate for the predication of wall stresses away from discontinuities such as changes in wall thickness, supports and stiffeners. Particular precautions are required depending upon the type of support. These precautions are discussed in Sections 4.3.4 to 4.3.6.
The most common failure mode of cylindrical steel bins is the buckling of the bin wall under axial compression. Axial compression may be due to combined loads of wall friction, roof loads and loads from attached equipment. The elastic buckling stress of a bin wall is influenced by the following:
Buckling can be prevented using simple hand calculation methods provided that the bin walls, supports and connections are detailed carefully to prevent significant out-of-plane displacements.
Many methods have been proposed for the calculation of the critical elastic buckling stress and they are reviewed by Rotter [13]. A simple and conservative approach is to adopt the classical elastic critical stress multiplied by an empirical safety factor g .
fcr = g 0,605 ![]() (19)
(19)
where g = 0,15
The influence of lateral pressure is ignored and the shell is assumed to be uniformly axially compressed.
Equation (19) may be used safely provided that the load distribution is uniform (i.e. the conservative pressure distribution in Eurocode 1 is used) and the supports are designed to prevent significant out-of-plane stresses and deflections in the shell. The following points should be considered when designing cylindrical bin walls to prevent buckling.
Buckling from Wind Loads
The ECCS [15] and BS 2654 [16] give recommendations for the design of cylinders to resist external pressure. Generally, restraint to the top of the bin is provided either by a fixed roof or a stiffener at the top of the cylinder. In large bins, it may be economical to stiffen the sheeting of circular bins. Stiffening generally increases the resistance to wind buckling, but not to circumferential tension or meridional compression, except locally. Circumferential stiffeners should be placed on the outside of a bin to avoid flow restrictions. Steel bins are more susceptible to wind buckling during construction than in service because restraint is provided by the roof and ring beam in service.
High stresses occur near the base of a bin wall if it is rigidly connected to a flat floor. They may be reduced by detailing a suitable movement joint or by design of the bin wall to prevent overstress. Flat bottoms should be designed to carry the vertical pressure calculated from Equation (8).
Conical hoppers are designed as membrane structures in tension. For the calculation of the hopper wall thickness and connection detailing, it is necessary to calculate the meridional tensile stress and the circumferential hoop stress. The meridional tension, tm, is calculated from the resultant of the vertical discharge pressure pv at the transition and the combined weight of the material in the hopper and the hopper wall, W.
tm = ![]() (20)
(20)
The hoop tension th is calculated from the pressure normal to the hopper wall during discharge and is equal to:
th = ![]() (21)
(21)
The effects of mechanical discharge aids or column supports on the hopper wall stress should be considered. Again reliable hand methods for the calculation of stresses due to column supports are not available and so an accurate prediction is only possible using a finite element analysis.
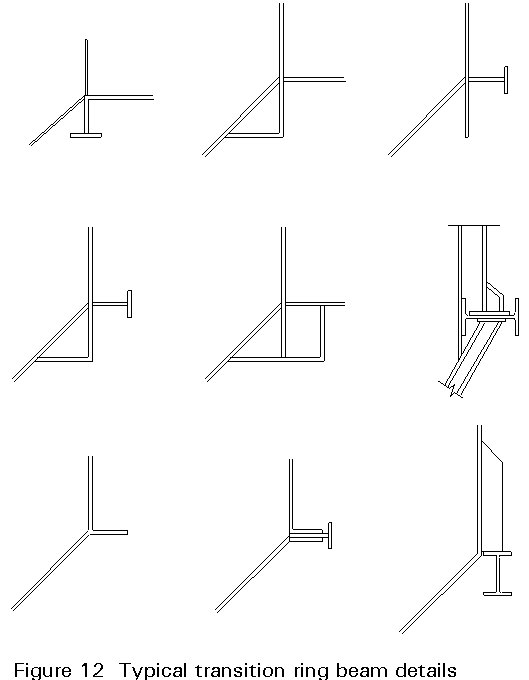
The transition between the cylinder and the cone may be made using a variety of connection details (some are shown in Figure 12). The hopper applies an inward and downward force on the transition which induces a circumferential compression in the ring beam. The ring beam should be checked to prevent plastic collapse and buckling. It is a usual practice to design continuously supported rings to resist the horizontal components of the hopper meridional tension tm. This may be reduced to allow for hoop tension from the horizontal pressure in the cylinder. The ring beam may also have to carry vertical loads for column supports.
A summary of forces on the ring beam is as follows:
These forces result in:
Circumferential compressive stresses in the ring beam at the transition of the mass flow hoppers is relieved by the kick load. Due to uncertainty of the exact magnitude of the kick load, the beneficial effects should not be used in design.
For many ring beam details, part of the hopper and the cylinder walls are effective in carrying the ring beam forces and should be designed accordingly. For skirt supported bins, the shell provides sufficient strength and a ring beam is not usually required.
Different types of bin support are shown in Figure 13. Column supported bins result in a complicated stress pattern in the bin wall around the column. The stress pattern is less complicated when the columns are continued to the top of the bin. Increased stresses in the shell wall can be reduced by sensible design of the column support. The distance of the column from the bin wall should be kept to a minimum and loads from the column supports can be distributed by stiffeners.
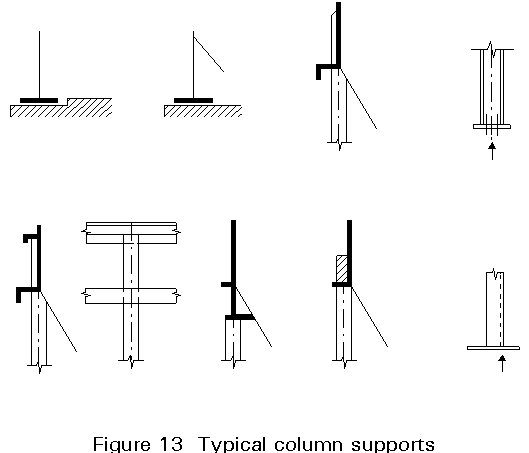
In the case of small-diameter bins and bunkers (dc < 7m), the metal walls may extend down to the foundation and support the entire structure.
Sheeting may be connected by welding or bolting. When bolted connections are used, designers should be aware of the reduced buckling strength of the bin wall due to lap joints. Connections are designed to carry the meridional and circumferential stresses in the cylinder and the hopper as described above.
[1] Eurocode 1: "Basis of design and actions on structures, Part 4, Actions in silos and tanks", ENV 1991-4, CEN (in press).
[2] British Materials Handling Board, "Silos - Draft design code", 1987.
[3] Eurocode 3: "Design of steel structures": Part 4, Tanks, Silos and Pipelines, CEN (in preparation).
[4] National Coal Board, "The design of coal preparation plants", UK National Coal Board Code of Practice, 1970.
[5] Gaylord, E. H. and Gaylord, C. N., "Design of steel bins for storage of bulk solids", Prentice Hall, Englewood Cliffs, 1984.
[6] Reimbert, M. and Reimbert, A., "Silos: Theory and practice", Trans Tech Publications, 1987.
[7] Troitsky, M. S., "On the structural analysis of rectangular steel bins", Powder and Bulk Solids Technology, Vol 4, No. 4, 1980, pp 19-25.
[8] Trahair, N. S. et al, "Structural design of steel bins for bulk solids", Australian Institute of Steel Construction, 1983.
[9] The University of Sydney, "Design of steel bins for the storage of bulk solids", Postgraduate professional development course, 1985.
[10] Lambert, F. W., "The theory and practical design of bunkers", The British Construction Steelwork Association Limited, 1968.
[11] Safarian, S. S. and Harris, E. C., "Handbook of concrete engineering - Silos and Bunkers", Van Nostrand Reinhold Co., New York, 1974.
[12] Wozniak, S., "Silo design" in Structural Engineers Handbook.
[13] Rotter, J. M. et al, "A survey of recent buckling research on steel silos". Steel structures - recent research advances and their applications to design, ed M. Pavlovic, Elsevier applied science, London, 1986.
[14] Building Research Establishment, "Dust Explosions", BRE TIL 613, 1984.
[15] European Convention of Constructional Steelwork (ECCS), European recommendations for steel construction: Buckling of shells, 4th edn.
[16] BS 2654: 1989, "Manufacture of vertical steel welded non-refrigerated storage tanks with butt-welded shells for the petroleum industry". British Standards Institution, London, 1989.
[17] Eurocode 1: "Basis of design and actions on structures, Part 2, Wind loads on buildings", ENV 1991-2-1, CEN (in preparation).