ESDEP WG 2
APPLIED METALLURGY
Presentation of the present classes of structural steels.
Lecture 2.1: Characteristics of Iron-Carbon Alloys
Lecture 2.3.1: Introduction to the Engineering Properties of Steel
The lecture approaches classification of materials in terms of chemical composition, mechanical and technological properties, and defines the main specifications applicable to different classes of structural steels.
Due to its high strength, its good machineability and its high economic efficiency, steel is one of the most important construction materials. By changes in the chemical composition and in the production conditions, it is possible to vary steel properties over a wide range and the steel manufacturer is able to adapt the properties to the specific requirements of users (Appendix 1) [1].
As well as chemical and mechanical properties, internal soundness, surface quality, form and geometrical dimensions can be important criteria for steel product users.
The steels used for structural applications are mainly hot rolled in the form of sections, plates, strip, wide flats, bars and hollow sections. Such products may have undergone cold forming operations after hot rolling. Cast and forged material is also sometimes used.
In order to facilitate production, ordering and use of steel products, steel grades and qualities are listed in quality standards and specifications, giving chemical composition, mechanical and technological properties.
This lecture deals with the classification of steel grades and gives an overview of the main grades used for structural steelwork.
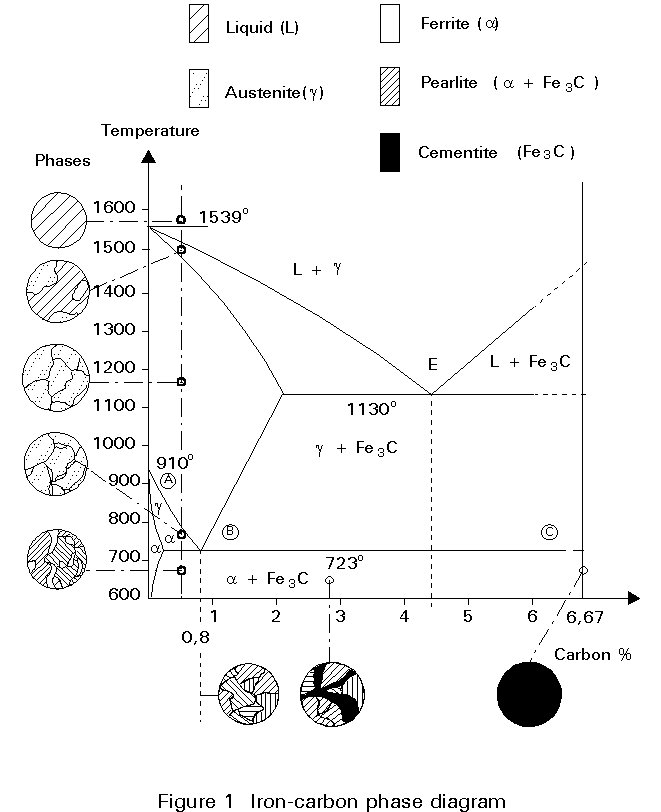
According to European standard EN 10 020 [2], steel is a material which contains by weight more iron than any other single element, having a carbon content generally less than 2% and containing other elements (Figure 1). A limited number of chromium steels may contain more than 2% of carbon, but 2% is the usual dividing line between steel and cast iron.
The European standard EN 10020 [2] classifies steel grades into:
Classification is based on the ladle analysis specified in the standard or product specification, and is determined by the minimum values specified for each element.
Non-alloy steels are steel grades for which none of the limit values in Appendix 2 is reached.
Alloy steels are steel grades for which at least one of the limit values given in Appendix 2 is reached.
Steel grades can be classified into the following quality classes:
× Non-alloy base steels
× Non-alloy quality steels
× Non-alloy special steels
× Alloy quality steels
× Alloy special steels
For this classification, the following points have to be taken into consideration:
Details of this classification are given in the standard EN 10020 [2].
This section describes the form of a quality standard for structural steels and analyses the main points.
Generally the content of such a standard is the following:
The steel manufacturing process (Basic-Oxygen-Furnace, Electric-Furnace, etc.) is generally the option of the manufacturer.
For the deoxidation method, the following are possible:
Several supply conditions are allowed:
Thermomechanical forming (TM).
It should be noted that quenched and tempered steels are not discussed in this lecture.
The definitions for thermomechanical treatment of steels are given in Appendix 3.
The supply condition of the product is very important with respect to the application of the steel. This condition should, therefore, be clearly stated in the order. Particular attention must be paid to normalized (N), or normalizing formed (N) products and thermomechanically formed steels (TM). Thermomechanically formed material, unlike N-material, is not suitable for subsequent heat-treatment (except stress-relieving) or hot deformation (1100°C). Treatment of TM-steels at high temperatures leads to a decrease in strength.
It should be noted that TM-treated material has the following advantages compared to N-steels of the same grade:
The requirements are based on the ladle analysis and not on the product analysis. If a product analysis is specified, the permissible deviations of the product analysis from the specified limits of the ladle analysis have to be considered.
Quality standards generally specify tensile and notch toughness properties.
|
Yield strength ReH |
minimum value |
|
Tensile strength Rm |
minimum and maximum values |
|
Elongation |
minimum value |
The required values depend on the material thickness. Yield strength and tensile strength decrease with increasing thickness, which can be explained by the fact that for thicker material the grain refinement during rolling is smaller.
The test temperature and the minimum absorbed energy are specified.
The mechanical properties can be specified for the longitudinal and/or for the transverse direction. Longitudinal means parallel to the rolling direction; transverse is perpendicular to the principal rolling direction. During the hot rolling of long products the deformation takes place mainly in one direction creating an anisotropy which results in different mechanical properties in the longitudinal and the transverse directions. The difference is most marked in ductility (elongation, notch toughness).
Technological properties include weldability and formability.
Weldability, which is a very important property of structural steels, is judged on the basis of:
a. tendency to cold cracking
b. toughness of the heat affected zone
Weldability is influenced by the chemical composition and by the metallographic structure of the steel. By increasing the content of alloying elements the weldability is decreased. An improvement in weldability is obtained by grain refinement.
Weldability generally decreases with increasing tensile strength which is related to the higher content of alloying elements in the higher strength steels.
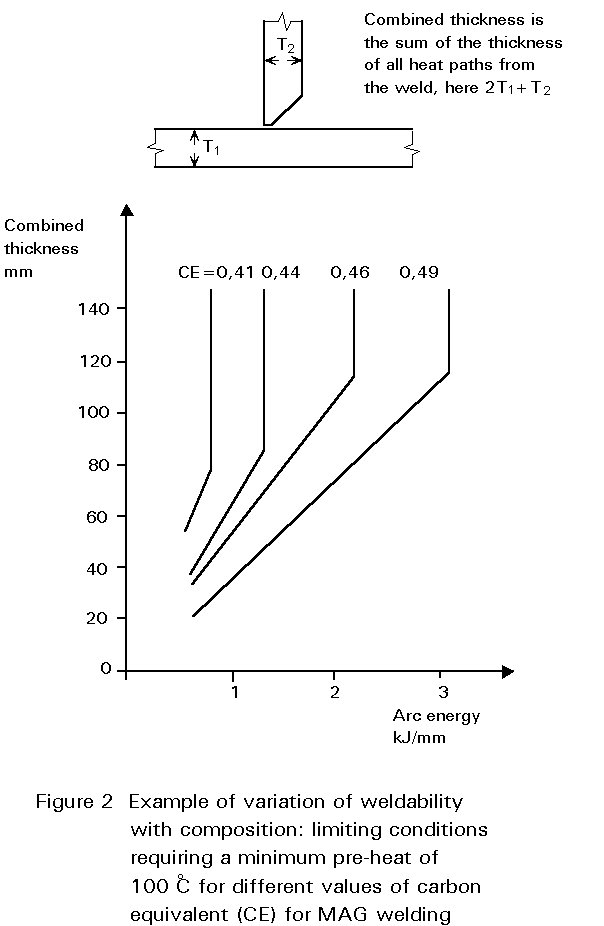
Figure 2 shows the influence of composition on weldability. Rate of cooling increases susceptibility to cold cracking and is controlled by the combined thickness of the heat paths away from the weld, the vertical axis on the graph. Arc energy, the horizontal axis on the graph, also influences cooling rate; the higher the heat input the longer it will take to cool. The graph shows how reducing the carbon equivalent increases the range of conditions which can be welded with a particular preheat, in this instance 100°C, and a particular welding process, in this instance MAG with conventional wire electrodes.
Structural steels are suitable for hot and cold forming. It should be noted that thermomechanically treated steels should not be used for hot forming (see also Delivery Conditions in Section 4.2.2).
Cold formability includes flangeability, roll forming and drawing of bars. Cold formability is evaluated by bend tests. The specified inside bending radius increases with increasing material thickness and tensile strength. The bend test samples can be taken in the longitudinal or transverse direction.
The steel product should be free from such defects as would preclude its use for the purpose for which it is intended.
The quality standards specify:
Steel products shall be marked by painting, stamping or durable adhesive labels with the following information:
In this section the following structural steel grades are described:
This standard specifies the requirements for long products (such as sections and bars) and flat products (such as plate, sheet and strip) of hot-rolled non-alloy general purpose (base) and quality steels. These steels are intended for use in welded, bolted and riveted structures for service at ambient temperature.
The designation consists of:
Example: Steel with a specified minimum tensile strength at ambient temperature of 510 N/mm2, quality grade J0 and with no requirements for deoxidation and suitable for cold flanging (designation C) is given by:
Steel EN 10 025 |
S355 |
JO |
C |
|
|
Grade |
Impact @ 0° C |
Suitable for Cold forming |
There are three standard grades of structural steel.
These are summarized in the following table:
|
Steel grade |
Yield strength min. [N/mm2] 1) |
Quality |
Impact test temperature (°C) |
Type of deoxidation 2) |
|
S235
|
235
|
JR |
+20 |
optional FU,FN |
|
J0 |
0 |
FN |
||
|
J2 |
-20 |
FF |
||
|
S275
|
275
|
JR |
+20 |
FN |
|
J0 |
0 |
FN |
||
|
J2 |
-20 |
FF |
||
|
S355
|
355
|
JR |
+20 |
FN |
|
J0 |
0 |
FN |
||
|
J2 |
-20 |
FF |
||
|
K2 |
-20 |
FF |
1) based on material thickness £ 16mm
2) FU = rimming steel
FN = rimming steel not permitted
FF = fully killed
All these grades are C-Mn steels, which can be supplied in the as-rolled, thermomechanically treated or normalised condition. Steel grade S355 has the highest manganese content and can also be microalloyed.
This standard applies to hot rolled, weldable structural steels of special quality, which are delivered in the form of flat and long products.
The steels are used in heavily loaded parts of welded structures such as bridges, storage tanks, etc.
The minimum yield strength of these steel grades lies between 275 and 460N/mm2 and the chemical composition is chosen in such a way that good weldability is guaranteed. The steels are fully killed and contain nitrogen binding elements in amounts sufficient to bind the available nitrogen. The steels have a fine grain structure.
The supply condition for all products is normalized or normalizing formed (N) or thermomechanically formed (M) as defined in Appendix 3.
All grades can be delivered in the following qualities:
KG: for qualities with specified minimum values of impact energy at temperatures not lower than -20°C.
KT: extra low temperature with specified minimum values of impact energy at extra low temperatures not lower than -50°C.
The designation of the steels consists of the following:
Example: Steel with a specified minimum yield strength at ambient temperature of 355 N/mm2, thermo-mechanically formed, which is appropriate for the application at -50°C:
|
EN 10 113-3 |
S355 |
M |
L |
|
Standard |
Grade |
Supply condition |
Impact test at -50°C |
The steel grades and qualities of this standard are summarized as follows:
|
Steel grade |
Quality |
Yield strength minimum [N/mm2] 1) |
Impact test temperature [°C] |
|
S275
|
M or N |
275
|
-20 |
|
ML or NL |
-50 |
||
|
S355
|
M or N |
355
|
-20 |
|
ML or NL |
-50 |
||
|
S420
|
M or N |
420
|
-20 |
|
ML or NL |
-50 |
||
|
S460
|
M or N |
460
|
-20 |
|
ML or NL |
-50 |
1) for thickness £ 16mm
It should be noted that for the impact test, values are specified for the longitudinal and for the transverse direction, whereas for EN 10 025 [4] only values in the longitudinal direction are required. Minimum values are also quoted for higher test temperatures but, unless specified at the time of the enquiry and order, the impact value shall be verified with longitudinal test pieces tested at either -20°C or -50°C according to quality.
In the last ten years, specifications for steel grades for the offshore industry have developed mainly for applications in the North Sea where the steel specifications are at present the most demanding in the world. Quality improvements have been required by more challenging operations, e.g. drilling and production in deeper waters and arctic areas, or as a result of more demanding safety philosophies.
Structural steels have had to be developed in order to guarantee the following properties:
In order to obtain a combination of all these properties, considerable progress has had to be made in steelmaking and in rolling.
A European standard for offshore steel grades does not exist at present. These grades are specified in material specifications established mainly by the oil companies. As each oil company has its own specifications, the requirements for a particular offshore steel grade may differ from one company to another.
The requirements for offshore steels are much more severe than for all other structural applications. To demonstrate this point, the requirements for chemical composition and toughness of the following four structural steel grades each with a minimum yield strength of 355 N/mm2 are compared in Appendix 4:
It can be seen in Appendix 4 that with the increasing toughness requirements the maximum carbon content is reduced and is very low (0,12% maximum) for the offshore steel grade. Note that the loss of strength due to the reduced carbon content is mainly balanced by the use of microalloys and/or by thermomechanical rolling.
Furthermore offshore steel specifications require very low phosphorus and sulphur contents.
As weldability is one of the most important properties of an offshore steel grade, a maximum carbon equivalent is specified for these steels (as is the case for most structural steels).
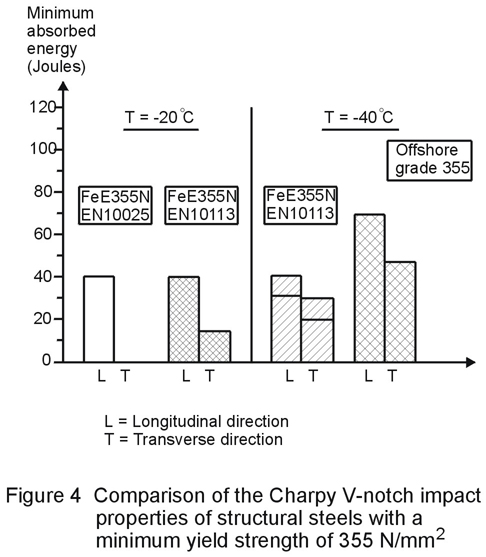
In order to guarantee high resistance against brittle fracture, the toughness requirements for offshore steel grades are extremely high. For this type of steel, the requirements for the transverse direction are even higher than those for the longitudinal direction of the other structural steel grades, see Figure 4.
Anti-lamellar steel grades are structural steels having a high resistance to lamellar tearing, which is a cracking phenomenon occurring especially beneath welded joints, Figure 5.
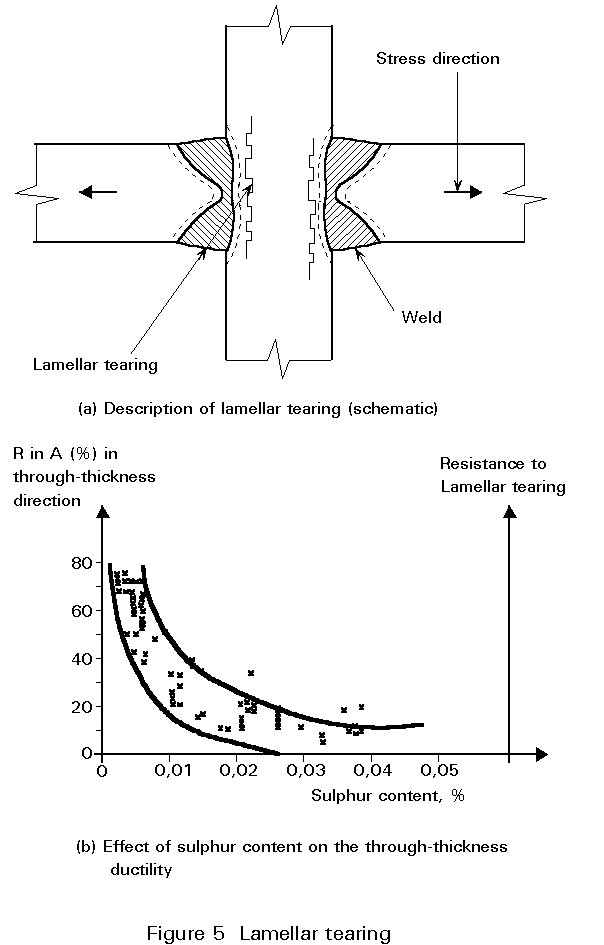
Three factors contribute to the occurrence of lamellar tearing:
(a) Poor ductility in the thickness direction, i.e. perpendicular to the surface.
(b) Structural restraint.
(c) Joint design.
As (b) and (c) are not related to steel quality, they are not discussed in this section.
In general, rolled steels have ductility properties in the thickness (Z-direction) which are inferior to those in the rolling direction. The main reason for low through-thickness ductility is non-metallic inclusions, mainly of manganese sulphide and manganese silicate which are elongated in the direction of rolling.
A high level of through-thickness ductility is obtained by special ladle treatment during steelmaking that ensures a very low sulphur content and a controlled shape of non-metallic inclusions.
Resistance to lamellar tearing is expressed in terms of reduction in area of through-thickness tensile tests.
According to EN 10 164 [7], three anti-lamellar quality levels can be ordered:
|
Quality |
Reduction in area in through-thickness direction (%) |
|
Z15 |
15 (minimum) |
|
Z25 |
25 (minimum) |
|
Z35 |
35 (minimum) |
Recommendations for use are:
Z15: for welded joints subjected to moderate stresses
Z25: for welded joints subjected to severe stresses
Z35: for heavily stressed welded joints and substantial restraint.
A disadvantage of non-alloyed structural steels is their corrosion tendency under atmospheric conditions. They usually have to be coated or painted in order to protect the surface against moisture, oxygen and aggressive chemicals. To reduce rust formation and thus avoid painting, weathering steels have been developed.
Weathering steels belong to a family of atmospheric corrosion resistant low alloy steels intended for applications requiring long service life and low maintenance costs.
These steels are produced by the addition of small amounts of alloying elements, especially copper, to ordinary steel. A copper content of 0,2 - 0,3% improves the corrosion resistance up to 50% compared with copper-free steel. Phosphorus reinforces the action of copper. A further improvement in the corrosion resistance of copper-containing steels can be obtained by small additions of chromium and nickel. These two elements are very effective in industrial atmospheres polluted by sulphur dioxide.
Weathering steel can be used in the unpainted condition. Due to natural changes in the weather, the steel surface is progressively covered by a protective layer, red-brownish in colour, which results in a decrease in the corrosion rate.
Weathering steels are used for architectural, decorative and industrial applications. The main industrial uses are in applications requiring minimum maintenance, such as halls, bridges and electric transmission towers.
During the early period of atmospheric exposure, rust forms on weathering steel just as in the case of ordinary steel. As the rust layer grows, it becomes a dense protective oxide film or patina which adheres tightly to the base metal. This patina forms a protective barrier between the steel and the atmosphere, thereby inhibiting further corrosion.
The formation of the patina is strongly dependent on local environmental and climatic conditions. In order to acquire a tight protective oxide coating, the steel surface must generally be alternately dry and wet. In no case should the steel surface be continuously moist.
In marine atmospheres the protection given by the patina is less effective. However the weight loss of weathering steel remains at a lower level than ordinary steel, Figure 6. In such an environment, supplementary protection can be obtained by painting. This paint coating will be far more durable on weathering steels than on normal steels.
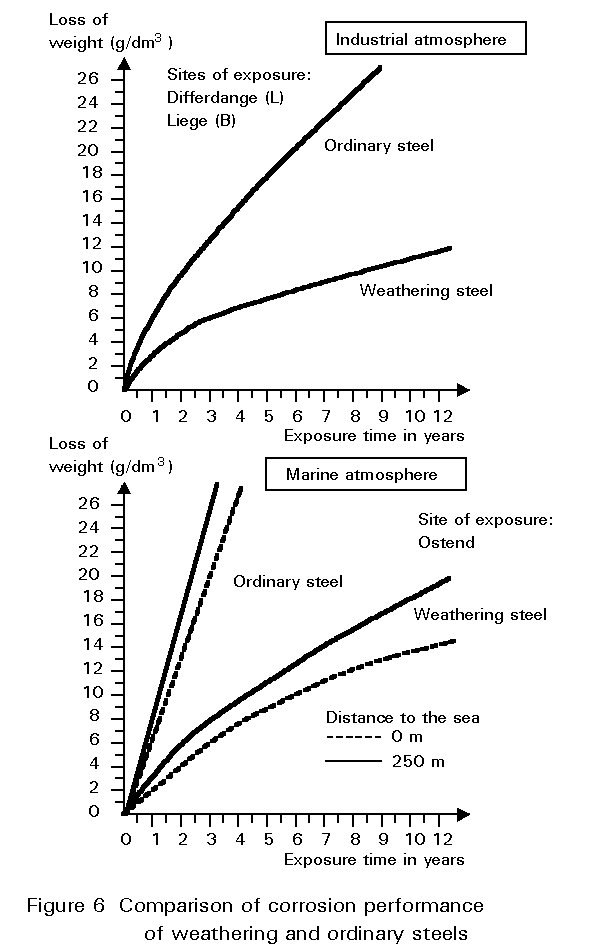
In industrial atmospheres containing a significant amount of sulphur dioxide, the patina is quickly formed and the corrosion rate of the steel is decreased, Figure 6.
Places where the weather coating is ineffective are:
The principal steel grades of EN 10 155 [6] are:
|
Steel grade 2) |
Alloying |
Minimum Yield strength N/mm2 1) |
Impact test temperature (°C) |
|
S 235J0W |
Cu-Cr
|
235
|
0 |
|
S 235J2W |
-20 |
||
|
S 355J0WP |
Cu-Cr-P-(Ni)
|
355
|
0 |
|
S 355J2WP |
-20 |
||
|
S 355J0W |
Cu-Cr-(Ni)-(Mo)-(Zr)
|
355
|
0 |
|
S 355J2W |
-20 |
1) for thicknesses £ 16 mm
2) W is the designation for weathering steels
3) P is for the class with the greater phosphorus content (only in the case of grade S355)
Chemical composition, mechanical and technological properties are given in Appendices 7 and 8.
Weathering steels can be delivered as sections, bars and flats in the as-rolled condition. Other delivery conditions can be agreed.
Weathering steel can be welded with all manual and automatic welding processes as long as the general rules for welding are followed.
The weld metal should be adapted to the mechanical properties of the base metal. The atmospheric corrosion resistance of the weld metal should be equal to or better than that of the steel.
The colouring of the weld surface under atmospheric corrosion is dependant on the chemical composition of the weld metal. A good matching of colours may however be achieved by using weld metal of about the same composition as the steel.
For certain structural applications, corrosion protection by hot dip galvanizing is needed, requiring the use of an appropriate steel grade.
In general, all ordinary structural steel grades can be hot dip galvanized provided that the silicon content of the steel is at the right level. Silicon has a strong influence on the iron and zinc reaction during galvanizing, Figure 7. Steels with a low silicon content (£ 0,03%) or with a silicon content in the range of 0,13 to 0,30% can be satisfactorily galvanized. For steels with a silicon content between 0,04 and 0,13% or above 0,30%, the zinc layer may be excessively thick and present a risk of brittleness or lack of adherence.
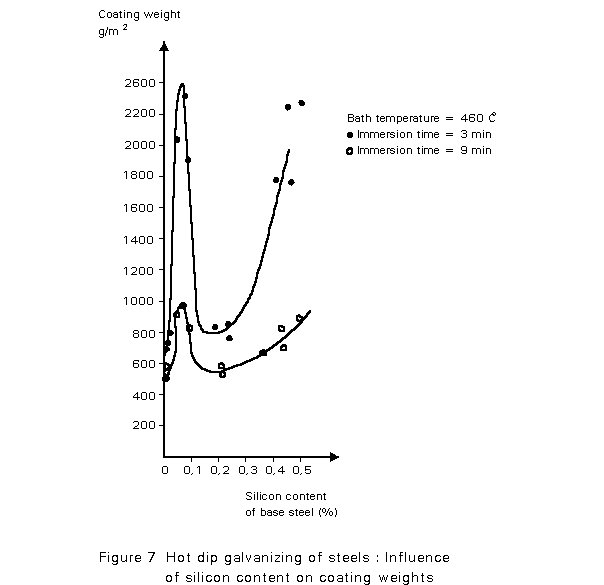
Recent investigations have shown that the action of silicon is favoured by phosphorus.
These aspects must be taken into consideration by the steel users and the galvanizers when choosing the chemical composition of material ordered for galvanizing.
[1] Stahlsorten und ihre Eigenschaften J. Degenkolbe
Stähle für den Stahlbau, Eigenschaften, Verarbeitung und Anwendung
Berichtsband Stahl Eisen
Herausgeber: Verein Deutscher Eisenhüttenleute (VDEh)
[2] EN 10 020 Definition and classification of grades of steel, November 1988.
[3] Euronorm 18-79 Sampling and preparation of samples for steel products.
[4] EN 10 025 Hot rolled products in non-alloy steels for general structural applications, March 1990 (+ A1, August 1993).
[5] EN 10 113 Hot rolled products in weldable fine grain structural steels, March 1993.
[6] EN 10 155 Weathering steels, June 1993.
[7] EN 10 164 Steel products with improved deformation properties perpendicular to the surface of the product, June 1993.
APPENDIX 1: REQUIREMENTS FOR STRUCTURAL STEELS
Strength
Toughness
Weldability
Corrosion resistance
Homogeneity
APPENDIX 2: DEFINITION AND CLASSIFICATION OF STEEL GRADES TO EN 10 020
Boundary between non-alloy and alloy steels
|
Specified element |
Limit Value (% by weight) |
|
|
Al |
Aluminium |
0,10 |
| B | Boron | 0,0008 |
| Bi | Bismuth | 0,10 |
| Co | Cobalt | 0,10 |
| Cr | Chromium(1) | 0,30 |
| Cu | Copper(1) | 0,40 |
| La | Lanthanides (each) | 0,05 |
| Mn | Manganese | 1,65(3) |
| Mo | Molybdenum | 0,08 |
| Nb | Niobium(2) | 0,06 |
| Ni | Nickel(1) | 0,30 |
| Pb | Lead | 0,40 |
| Se | Selenium | 0,10 |
| Si | Silicon | 0,50 |
| Te | Tellurium | 0,10 |
| Ti | Titanium(2) | 0,05 |
| V | Vanadium(2) | 0,10 |
| W | Tungsten | 0,10 |
| Zr | Zirconium(2) | 0,05 |
| Others (except carbon, phosphorus, sulphur, nitrogen) (each) | 0,05 | |
|
(1) Where elements are specified in combinations of two, three or four and have individual alloy contents less than those given in the table, the limit value to be applied for classification is that the sum of their total contents must be less than 70% of the sum of the individual limit values. (2) The rule in (1) above applies to this group of elements. (3) Where manganese is specified only as a maximum, the limit value is 1,80% and the 70% rule does not apply. |
||
APPENDIX 3: DEFINITIONS FOR THE THERMOMECHANICAL TREATMENT OF STEEL
Thermomechanical treatment is a hot forming procedure in which the variation in time of both temperature and deformation is controlled in order to achieve a certain material condition and thus certain material properties.
Thermomechanical treatment is subdivided into the following procedures:
Normalizing forming
Normalizing forming (1) is a thermomechanical treatment in which the final deformation is carried out in a temperature range so that the austenite completely recrystallises leading to a material condition equivalent to that obtained after normalizing.
The designation of this condition of delivery is N.
Thermomechanical forming
Thermomechanical forming (1) is a thermomechanical treatment in which the final deformation is carried out in a temperature range which permits little, if any, recrystallisation of the austenite. The final forming occurs at a temperature above Ar3 or between Ar1 and Ar3. Thermomechanical forming leads to a material condition with certain material properties. This material condition cannot be achieved or repeated by heat treatment alone.
The designation of this condition of delivery is TM.
NOTE 1: Thermomechanical forming can be combined with accelerated cooling - intensive cooling, direct quenching - and/or with tempering after forming. Again the resulting material condition cannot be achieved or repeated by heat treatment alone.
NOTE 2: Normalizing forming can also be followed by accelerated cooling, with or without quenching, or with quenching and auto-tempering or with quenching and tempering. Although this procedure is closer to controlled normalizing forming than thermomechanical forming, it leads to a material condition which cannot be reproduced by heat treatment alone. Therefore the designation of this condition of delivery is also: TM.
(1)
For both terms, "Normalizing forming" and "Thermomechanical forming" the term "controlled rolling" is common. In view of the use of the different steel grades, it is necessary to distinguish the conditions of delivery by special terms.APPENDIX 4: COMPARISON OF THE CHEMICAL COMPOSITION (LADLE ANALYSIS) FOR STRUCTURAL STEEL GRADES PROVIDING A MINIMUM YIELD STRENGTH OF 355N/mm2
|
Element (%) |
S 355K2G3 according to EN10025 [4] |
S 355N according to EN 10113-2 [5] |
S 355M according to EN 10113-3 [5] |
Offshore Grade 355 |
|
C max Mn max Si max P max S max Cu max Ni max Cr max Mo max V max Nb max Ti max Al N max Sb max Pb max Sn max B max Ca max CEV 1) max |
0,20 1,60 0,55 0,035 0,035 |
0,20 1,65 0,50 0,035 0,030 0,35 0,50 0,30 0,10 0,12 0,060 0,03 0,20 min 0,020
0,43 |
0,14 1,60 0,50 0,030 0,025
0,30
0,20 0,10 0,050 0,050 0,020 min 0,020
0,39 |
0,12 1,60 0,50 0,015 0,008 0,30 0,40 0,20 0,08 0,08 0,04 0,05 0,06 max 0,009 0,010 0,003 0,020 0,002 0,39 |
1) Carbon equivalent = ![]()